
Głębokość skrawania jest bardzo ważnym parametrem podczas obróbki ma wpływ miedzy innymi na
– wydajność usuwania materiału
– niezbędną liczbę przejść
– łamanie wióra
– wymaganą moc.
Aby dopasować optymalną głębokość skrawania należy określić efektywną długość krawędzi skrawającej la wynikającą z kształtu płytki, kąta przystawienia kr oprawki oraz głębokości skrawania ap.

Minimalna konieczna efektywna długość krawędzi skrawającej może być określona z tabeli zależności pomiędzy głębokością skrawania ap, a kątem przystawienia kr.
W celu uzyskania dodatkowej niezawodności w bardziej wymagających operacjach, należy rozważyć większe i grubsze płytki.
Podczas obróbki przy kołnierzu, głębokość skrawania znacząco się zwiększa – podjęte środki powinny obejmować zastosowanie bardziej wytrzymałych płytek (grubszych lub większych), w celu ograniczenia ryzyka ich złamania.

Wybór wielkości płytki:
Obróbka wykańczająca (F)
Operacje przy małych głębokościach skrawania i niskich posuwach.
Obróbka wykańczająca: fn = 0.1 – 0.3 mm/obr.
ap = 0.5 – 2.0 mm
Średnia (M)
Obróbka od średniej do lekko zgrubnej. Szeroki zakres możliwych kombinacji głębokości skrawania i posuwu.
Obróbka średnia: fn = 0.2 – 0.5 mm/obr.
ap = 1.5 – 5.0 mm
Obróbka zgrubna (R)
Operacje szybkiego zbierania naddatku i/lub w trudnych warunkach. Kombinacje dużych głębokości skrawania i posuwów.
Obróbka zgrubna: fn = 0.5 – 1.5 mm/obr.
ap = 5 – 15 mm
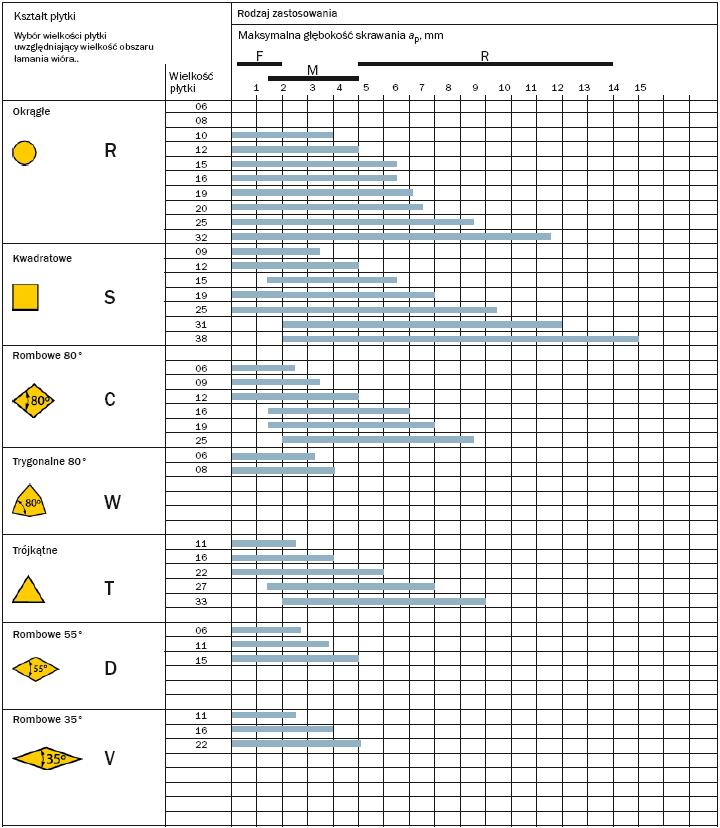
Źródło: SANDVIK „Poradnik obróbki skrawaniem”



















