
Artkuł obszernie daje opis geometrii płytek ujemnych do skrawania. Przytoczone zakresy i przykłady zaczerpinięto z poradnika obróbki skrawaniem lidera w tej dziedzinie firmy Sandvik.
Spis treści:
- WMX
- WF
- WL
- WM
- WR
- PF
- MF
- KF
- QF
- MF (stal P)
- LC
- NGP
- R/L-K – do toczenia wykańczającego
- 23
- PM
- MM
- KM
- QM
- HM
- NMX –SM (Xcel)
- PR (jednostronna)
- PR (wersja dwustronna)
- MR – do toczenia zgrubnego”
- NMG -KR
- NMA -KR
- QR – do toczenia zgrubnego
- HR (jednostronna)
- MR (stal P) – do toczenia zgrubnego
- MR (jednostronna) – do toczenia zgrubnego
- SR
- RNMG – do toczenia średniego i zgrubnego
- RCMX (jednostronna)
Płytki ujemne o kształcie podstawowym
Obróbka wykańczająca i średnia − Wiper
-WMX – dla maksymalnej produktywności oraz uniwersalności
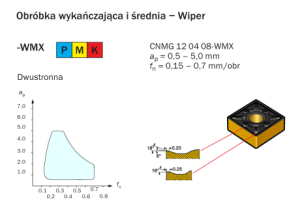
w toczeniu średnim i wykańczającym
Wysokie posuwy dla stali, stali nierdzewnej i żeliwa.
Posuw: 0,15 – 0,8 mm/r. Głębokość skrawania: 0,5 – 6,0 mm.
Operacje: toczenie wzdłużne i planowanie
Przedmioty obrabiane : wałk, osie, piasty, koła zębate, itp.
Zalety: trzykrotnie większa wartość posuwu przy lepszym wykończeniu powierzch
ni. Idealne, kiedy jakość wykończenia powierzchni jest priorytetem. Może
zastąpić operację szlifowania. Lepsza zdolność do łamania wióra dzięki wyższemu
posuwowi. Dłuższa trwałość narzędzia (przedmiot/ostrze) dzięki skróceniu czasu
zetknięcia narzędzia z obrabianą częścią.
Ograniczenia: istnieje ryzyko większych skłonności do powstawania drgań
w niestabilnych przedmiotach; ograniczona funkcjonalność w operacjach toczenia
profilowego; widoczne ślady obróbki wykańczającej w postaci zmatowienia
powierzchni
Zalecenia ogólne: trzykrotnie zwiększyć posuw w porównaniu do tradycyjnych
geometrii dla obróbki wykańczającej, aby wykorzystać możliwość skrócenia czasu
toczenia.
Możliwa optymalizacja: geometria WF lub WM.
Obróbka wykańczająca − Wiper
-WF – do toczenia wykańczającego
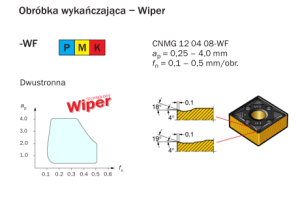
Przy dużych posuwach dla stali, stali nierdzewnej oraz żeliwa.
Posuw: 0,05 – 0,6 mm/obr. Głębokość skrawania: 0,20 – 4,0 mm.
Operacje: toczenie wzdłużne i planowanie
Przedmioty obrabiane: wałki sztywne, osie, piasty, koła zębate, itp.
Zalety: Dwukrotnie większy posuw przy stałej jakości wykończenia powierzchni
lub dwukrotnie wyższa jakość wykończenia powierzchni przy takim samym
posuwie. Idealne, kiedy jakość wykończenia powierzchni jest priorytetem. Może
zastąpić operację szlifowania. Lepsza zdolność do łamania wióra dzięki wyższemu
posuwowi. Trwałość narzędzia wzrasta i pozwala na obróbkę większej liczby detali
na krawędź skrawającą, dzięki skróceniu czasu zetknięcia narzędzia z obrabianym
przedmiotem.
Ograniczenia: istnieje ryzyko większych skłonności do powstawania drgań
w niestabilnych przedmiotach; ograniczona funkcjonalność w operacjach tocze
nia profilowego; mniejszy posuw i głębokość skrawania przy użyciu gatunków
cermetalowych; widoczne ślady obróbki wykańczającej w postaci zmatowienia
powierzchni
Zalecenia ogólne: zwiększyć posuw do podwójnej wartości tradycyjnych geometrii
dla obróbki wykańczającej, aby wykorzystać możliwość skrócenia czasu toczenia.
Możliwa optymalizacja: geometria WMX, gatunek cermetalowy dla poprawy jakości
wykończenia powierzchni.
Obróbka wykańczająca − Wiper
-WL – do toczenia wykańczającego materiałów wykonanych ze stali
niskowęglowej
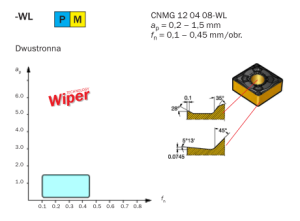
Dobra kontrola wiórów oraz wysokie posuwy w materiałach wykonanych ze stali
niskowęglowej.
Posuw: 0,1 – 0,45 mm/obr. Głębokość skrawania: 0,2 – 1,5 mm.
Operacje: toczenie wzdłużne i planowanie
Przedmioty: produkcja części wykonanych ze stali niskowęglowej
Zalety: większa produktywność i wykończenie powierzchni przy wyższych po-
suwach. Mniejsze ryzyko zablokowania wiórów podczas obróbki, co zapewnia
większą ciągłość produkcji oraz mniej przestojów.
Ograniczenia: istnieje ryzyko większych skłonności do powstawania drgań
w niestabilnych częściach; ograniczona funkcjonalność w operacjach toczenia
profilowego; widoczne ślady obróbki wykańczającej w postaci zmatowienia
powierzchni
Zalecenia ogólne: GC4215 dla bezpiecznej i przewidywalnej obróbki stali;
GC1525 dla uzyskania dobrej jakości wykończenia powierzchni, gdy prędkość jest
ograniczona; GC2025 dla przywierających materiałów, gdy wymagana jest duża
udarność.
Możliwa optymalizacja: geometria LC
Obróbka średnia − Wiper
-WM – do toczenia wykańczającego
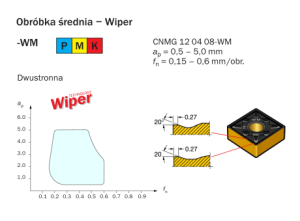
Przy dużych posuwach w stali, żeliwie i stali nierdzewnej.
Posuw: 0,15 – 0,9 mm/obr. Głębokość skrawania: 0,6 – 5,0 mm.
Operacje: toczenie wzdłużne i planowanie
Przedmioty: wałki sztywne, osie, piasty, koła zębate, itp.
Zalety: Dwukrotnie większy posuw przy stałej jakości wykończenia powierzchni
lub dwukrotnie wyższa jakość wykończenia powierzchni przy takim samym
posuwie. Idealne, kiedy jakość wykończenia powierzchni jest priorytetem. Może
zastąpić operację szlifowania. Lepsza zdolność do łamania wióra dzięki wyższemu
posuwowi. Trwałość narzędzia wzrasta i pozwala na obróbkę większej liczby detali
na krawędź skrawającą, dzięki skróceniu czasu zetknięcia narzędzia z przedmio-
tem obrabianym..
Ograniczenia: istnieje ryzyko większych skłonności do powstawania drgań w nie-
stabilnych przedmiotach; ograniczona funkcjonalność w operacjach toczenia
profilowego; mniejszy posuw i głębokość skrawania przy użyciu gatunków
cermetalowych; widoczne ślady obróbki wykańczającej w postaci zmatowienia
powierzchni
Zalecenia ogólne: zwiększyć posuw do podwójnej wartości tradycyjnych geometrii
dla obróbki wykańczającej, aby wykorzystać możliwość skrócenia czasu toczenia.
Możliwa optymalizacja: geometria WMX lub WR.
Obróbka zgrubna − Wiper
-WR – do toczenia średniego i zgrubnego
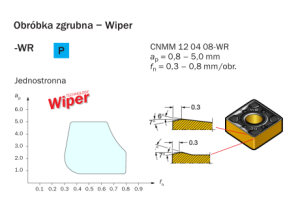
Przy bardzo wysokich posuwach w stali.
Posuw: 0,3 – 1,3 mm/obr. Głębokość skrawania: 0,8 – 6,7 mm.
Operacje: toczenie wzdłużne i obróbka powierzchni czołowej
Przedmioty: wałki, osie, koła zębate, itp.
Zalety: silna, jednostronna geometria płytki do uzyskania dużej objętościowej
wydajności skrawania z dużą stabilnością płytki.
Eliminuje często stosowane operacje półwykańczania i wykańczania.
Zaprojektowane głównie w celu obróbki odkuwek, odlewów i elementów wstępnie
obrobionych z mniejszym naddatkiem.
Ograniczenia: może generować większe siły skrawania. Detal może mieć
skłonności do wykruszania na powierzchni nie wpływającego na zmierzone
wykończenie powierzchni. Należy ograniczyć głębokość skrawania. Występuje
ryzyko przemieszczania się płytki – nie zaleca się mocowania dźwigniowego.
Zalecenia ogólne: stosować w połączeniu z gatunkiem odpornym na zużycie:
GC4205 dla wysokiej produktywności, aby uzyskać dużą odporność na
odkształcenia plastyczne.
Możliwa optymalizacja: jednostronne płytki o geometriach PR, QR i HR dwu-
stronne HM
Opis geometrii płytek
Płytki ujemne o podstawowym kształcie
Obróbka wykańczająca
PF – do toczenia wykańczającego
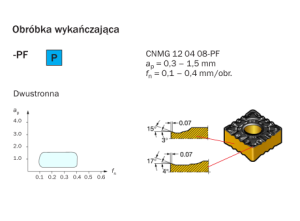
Z dobrą kontrola wióra przede wszystkim w stali
Posuw: 0,07 – 0,5 mm/obr. Głębokość skrawania: 0,25 – 1,5 mm.
Operacje: toczenie wzdłużne, planowanie, podtaczanie i toczenie profilowe
Typowe przedmioty: osie, koła zębate gdzie jakość wykończenia powierzchni jest
priorytetem
Zalety: Geometria do obróbki lekkiej, niskie siły skrawania odpowiednie do
smukłych wałów, komponentów cienkościennych i elementów mocowanych
niestabilnie.
Ograniczenia: głębokość skrawania i zakres posuwu.
Zalecenia ogólne: Stosować w połączeniu z gatunkiem o wyższej wytrzymałości na
zużycie (np. GC4215) aby osiągnąć najwyższą produktywność; należy rozważyć
użycie gatunku cermetalowego, jeżeli wykończenie powierzchni stanowi element
kluczowy przy ograniczonej prędkość skrawania.
Możliwa optymalizacja: Geometria Wiper WMX i gatunki cermetalowe.
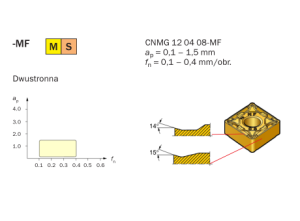
MF – do toczenia wykańczającego
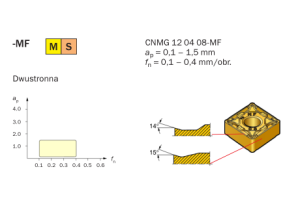
Z dobrą kontrolą wióra, przede wszystkim w stali nierdzewnej.
Posuw: 0,05 – 0,5 mm/obr. Głębokość skrawania: 0,1 – 3,8 mm.
Operacje: ogólnie operacje wykańczające.
Przedmioty: ogólnie dla części ze stali nierdzewnej.
Zalety: geometria do lekkiej obróbki z niskimi siłami skrawania, dobra alter-
natywa do obróbki smukłych wałów, przedmiotów cienkościennych i elementów
mocowanych niestabilnie. Dodatnia geometria minimalizuje skłonności do
powstawania narostu, ułatwia uzyskanie wysokiej jakości wykończenia po –
wierzchni i wydłużenia trwałości narzędzia.
Ograniczenia: głębokość skrawania i posuw.
Zalecenia ogólne: szczególnie odpowiednie do operacji zewnętrznych, z wysokimi
wymaganiami co do jakości wykończenia powierzchni (chropowatości i efektu
wizualnego).
Możliwa optymalizacja: -R/L K (ostrze nożowe) i geometria Wiper WL.
-KF – do toczenia wykańczającego
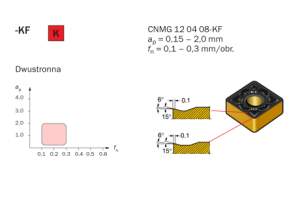
Żeliwa szarego i sferoidalnego
Posuw: 0,08 – 0,35 mm/obr. Głębokość skrawania: 0,15 – 2,5 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: Ogólnie – elementy żeliwne.
Zalety: Geometria do obróbki lekkiej z niskimi siłami skrawania, przydatne do
przedmiotów skłonnych do drgań i elementów mocowanych niestabilnie.
Minimalizuje skłonności do wykruszania powierzchni na części, np. przy toczeniu
w pobliżu otworów. Zapewnia lepszą jakość i bardziej jednolite wykończenie
powierzchni.
Ograniczenia: ograniczony obszar zastosowań w odniesieniu do posuwu i głę-
bokości skrawania
Zalecenia ogólne: Stosować w połączeniu z niezawodnym (udarnym) gatunkiem
(GC3215), aby osiągnąć najlepszą produktywność.
Możliwa optymalizacja: geometria Wiper WMX.
-QF – do toczenia super wykańczającego
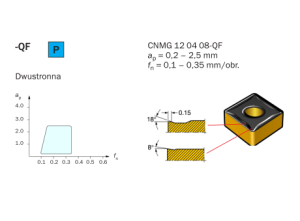
Z dobrą kontrolą wióra szczególnie w stali.
Posuw: 0,07 – 0,4 mm/obr. Głębokość skrawania: 0,2 – 2,5 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: zasadniczo z różnych grup stali.
Zalety: ostra, geometria do obróbki lekkiej dająca niskie siły skrawania
z możliwościami w zakresie obróbki smukłych wałów i komponentów
cienkościennych jak również elementów mocowanych niestabilnie.
Ograniczenia: Parametry skrawania (ograniczona głębokość skrawania i posuw).
Mniejszy obszar zastosowań niż geometria PF.
Zalecenia ogólne: Alternatywa dla geometrii PF podczas optymalizowania łamania
wióra w operacjach bardzo lekkiej obróbki wykańczającej. Należy uwzględnić
gatunek cermetalowy, kiedy istnieją wysokie wymagania w zakresie wykończenia
powierzchni oraz przy ograniczonej prędkości posuwu.
Możliwa optymalizacja: Geometria PF i WMX.
Opis geometrii płytek
Płytki ujemne o podstawowym kształcie
Obróbka wykańczająca
-MF (stal P) – do toczenia wykańczającego
Głównie w stali (alternatywa dla stali plastycznych i utwardzających się podczas
obróbki)
Posuw: 0,18 – 0,65 mm/obr. Głębokość skrawania: 1 – 8 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: ogólnie komponenty ze stali i stali nierdzewnej
Zalety: szerokie możliwości odpowiednie do obróbki półwykańczającej i wykańczającej,
z dobrym łamaniem wióra w dolnym obszarze, alternatywne rozwiązanie do obróbki
materiałów przywierających.
Ograniczenia: połączenie głębokości skrawania i posuwu (niższe niż w przypadku
geometrii PF).
Zalecenia ogólne: alternatywne rozwiązanie dla geometrii PF i MF w niższym zakresie
parametrów skrawania
Możliwa optymalizacja: geometrie PF, MF i WF.
-LC – do toczenia wykańczającego przedmiotów wykonanych ze stali
niskowęglowej
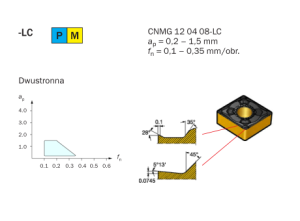
Dobra kontrola wiórów w materiałach wykonanych ze stali niskowęglowej.
Posuw: 0,1 – 0,35 mm/obr. Głębokość skrawania: 0,2 – 1,5 mm.
Operacje: toczenie wzdłużne, profilowe i planowanie.
Przedmioty: produkcja części z materiałów wykonanych ze stali niskowęglowej
Zalety: Mniejsze ryzyko zablokowania wiórów podczas obróbki, co zapewnia większość
ciągłość produkcji oraz mniej przestojów.
Ograniczenia: głębokość skrawania
Zalecenia ogólne: stosować gatunek GC4215 dla bezpiecznej i przewidywalnej obróbki
stali; GC1525 dla uzyskania dobrej jakości wykończenia powierzchni, gdy prędkość
jest ograniczona; GC2025 dla przywierających materiałów, gdy wymagana jest duża
udarność.
Możliwa optymalizacja: geometria Wiper WL.
.NGP – do toczenia wykańczającego
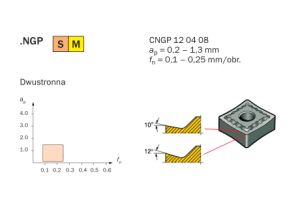
superstopów żaroodpornych (HRSA) i stali nierdzewnej
Posuw: 0,02 – 0,25 mm/obr. Głębokość skrawania: 0,05 – 1,3 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: ogólnie w materiałach typu HRSA i stal nierdzewna
Zalety: dodatnia, geometria do obróbki lekkiej, daje małe siły skrawania w obróbce
smukłych wałków, komponentów cienkościennych i komponentów mocowanych
niestabilnie. Szlifowana powierzchnia przyłożenia pozwola osiągnąć ostrzejszą
krawędź skrawającą.
Ograniczenia: Głębokość skrawania i posuw wraz z kontrolą wiórów
Zalecenia ogólne: GC1105 zapewnia bezpieczną i niezawodną produkcję lub, w po-
łączeniu z gatunkiem S05F bardziej odpornym na zużycie, najlepszą produktywność.
Możliwa optymalizacja: geometria 23 i MF.
R/L-K – do toczenia wykańczającego
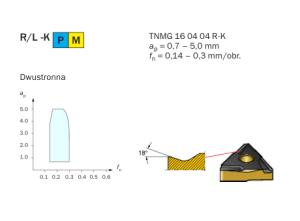
bardzo lekki przebieg skrawania w stali i stali nierdzewnej
Posuw: 0,14 – 0,50 mm/obr. Głębokość skrawania: 0,7 – 5 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: niestabilne komponenty, wałki, osie, piasty, gdzie wykończenie powierzch-
ni jest najważniejsze
Zalety: Geometria dodatnia do obróbki lekkiej, zapewniająca niewielkie siły skrawania,
odpowiednie do smukłych wałów, elementów cienkościennych.
Ograniczenia: głębokość skrawania i zakres posuwu. Otwarta geometria może
ograniczać zdolność łamania wiórów.
Zalecenia ogólne: stosować w połączeniu z gatunkiem o zwiększonej odporności na
ścieranie (GC4215), aby osiągnąć najlepszą produktywność, jeżeli jakość powierzchni
jest ważna a prędkość skrawania ograniczona, należy uwzględnić zastosowania
cermetalu.
Możliwa optymalizacja: Geometrie PF, MF i gatunek cermetalowy.
Opis geometrii płytek
Płytki ujemne o podstawowym kształcie
Obróbka wykańczająca i średnia
-23 – do toczenia wykańczającego i średniego
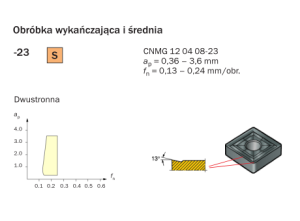
lekki przebieg skrawania materiałów HRSA.
Posuw – mały i średni: 0,15 – 0,70 mm/obr. Głębokość skrawania: 0,2 – 8 mm.
Operacje: toczenie wzdłużne, obróbka powierzchni czołowych i toczenie profilowe.
Przedmioty: ogólnie obróbka półwykańczająca i wykańczająca materiałów wyko-
nanych z HRSA.
Zalety: ostra geometria do obróbki lekkiej, dająca niskie siły skrawania
z możliwościami w zakresie obróbki smukłych wałów i komponentów
cienkościennych, jak również części mocowanych niestabilnie. Dodatnia geome-
tria minimalizuje skłonności do powstawania narostu, ułatwia uzyskanie wysokiej
jakości wykończenia powierzchni i wydłużenia trwałości narzędzia.
Ograniczenia: Podatna na zużycie kraterowe w pobliżu krawędzi skrawającej
z ryzykiem do wykruszania płytki.
Zalecenia ogólne: do zastosowania, kiedy niezbędne są małe siły skrawania
Możliwa optymalizacja: Geometria SR (silniejsza krawędź skrawająca) i geometria
MF.
Obróbka wykańczająca i średnia
-PM – do toczenia średniego
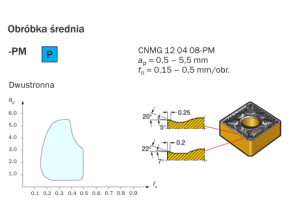
W szerokim zakresie zastosowań w obróbce stali
Posuw: 0,1 – 0,65 mm/obr. Głębokość skrawania: 0,4 – 8,6 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Typowe przedmioty: stalowe osie, piasty, koła zębate.
Zalety: uniwersalna, niezawodna i bezproblemowa obróbka
Ograniczenia: głębokości skrawania i posuw oraz ryzyko przeciążenia krawędzi
skrawającej
Zalecenia ogólne: Stosować w połączeniu z gatunkiem o wyższej wytrzymałości na
zużycie (np. GC4225) aby uzyskać największą produktywność.
Możliwa optymalizacja: Geometria Wiper WMX.
-MM – do toczenia średniego
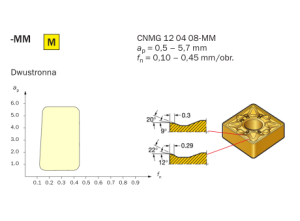
W szerokim zakresie zastosowań w obróbce stali nierdzewnej
Posuw: 0,10 – 0,65 mm/obr. Głębokość skrawania: 0,5 – 8,5 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: ogólnie części ze stali nierdzewnej
Zalety: niezawodna i bezproblemowa obróbka
Ograniczenia: mogą dotyczyć detali ze skórą odlewniczą lub zgorzeliną kuźniczą
jak również obróbki przerywanej
Zalecenia ogólne: Uniwersalna geometria do stali nierdzewnej.
Możliwa optymalizacja: Geometria Wiper, WMX i MR do obróbki przerywanej.
KM – do toczenia średniodokładnego
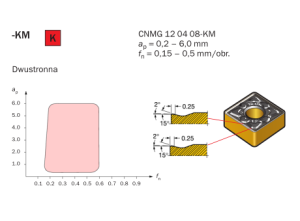
Żeliwa szarego i sferoidalnego
Posuw: 0,15 – 0,7 mm/obr. Głębokość skrawania: 0,2 – 9 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: Ogólnie – komponenty żeliwne.
Zalety: niezawodne rozwiązywanie problemów obróbki wykańczającej do lekkiej
obróbki zgrubnej
Ograniczenia: nieco zbyt słaba krawędź skrawająca do obróbki przerywanej.
Zalecenia ogólne: Uniwersalna geometria do komponentów z żeliwa szarego
i sferoidalnego
Możliwa optymalizacja: Geometria Wiper WMX
Opis geometrii płytek
Płytki ujemne o podstawowym kształcie
-QM – do toczenia średniego
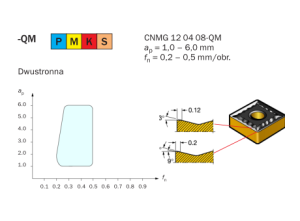
Dzięki uniwersalności zastosowania w stali, stali nierdzewnej, żeliwie oraz super-
stopach żaroodpornych.
Posuw: 0,18 – 0,65 mm/obr. Głębokość skrawania: 1 – 8 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: ogólnie, przy mieszanej obróbce stali, stali nierdzewnej, żeliwa
i superstopów żaroodpornych.
Zalety: duży obszar zastosowań do obróbki półwykańczającej do lekkiej obróbki
zgrubnej w różnych materiałach.
Ograniczenia: brak wskazanej optymalizacji w odniesieniu do materiałów
Zalecenia ogólne: alternatywne rozwiązanie dla geometrii PM i MM, kiedy potrzeb-
na jest zwiększona stabilność procesu obróbki i do geometrii KM, kiedy wymagany
jest lekki przebieg operacji skrawania.
Możliwa optymalizacja: Geometrie WMX, PM, MM i KM.
-HM – do toczenia średniego i zgrubnego
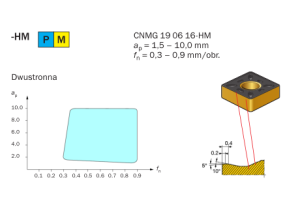
Wysoce produktywne rozwiązanie do pierwszego etapu toczenia stali i stali
nierdzewnej, kiedy wymagana jest wysoka udarność.
Posuw: 0,25 – 0,90 mm/obr. Głębokość skrawania: 1,0 – 10,0 mm.
Operacje: toczenie wzdłużne, profilowe i planowanie.
Przedmioty: przewody olejowe, złączki i zawory.
Zalety: Duża, dwustronna płytka zapewnia siłę potrzebną przy wymagających
warunkach obróbki, w tym obróbki przerywanej, powierzchni kutych/odlewanych
lub owalnych.
Ograniczenia: może nastąpić wzrost skłonności do powstawania drgań ze względu
na mocną krawędź ostrza; ograniczona funkcjonalność w operacjach toczenia
profilowego.
Zalecenia ogólne: stosować w połączeniu z gatunkiem GC4225 do obróbki stali
i GC2025 do stali nierdzewnej.
Możliwa optymalizacja: Geometrie płytek -PR, MR (stal) i QM.
.NMX –SM (Xcel) – do toczenia średniozgrubnego
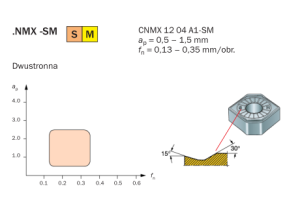
Stopów tytanu, HRSA i stali nierdzewnej. Występuje w dwóch odmianach:
A1: Posuw: 0,13 – 0,35 mm/obr. Głębokość skrawania: 0,5 – 1,5 mm
A2: Posuw: 0,13 – 0,35 mm/obr. Głębokość skrawania: 0,5 – 2,5 mm
Operacje: toczenie wzdłużne i planowanie
Przedmioty: cylindryczne.
Zalety: wysoka odporność na powstawanie karbu przy większej trwałości
narzędzia oraz zmniejszenie grubości wióra, co zapewnia wyższe posuwy.
Ograniczenia: Głębokość skrawania, obróbka w kierunku środka, konieczność
przeprowadzenia dodatkowych operacji w narożach (90°), standardowe oprawki
wymagają modyfikacji, aby uzyskać luz pod narożem płytki, stąd również
konieczność wymiany płytki podporowej.
Zalecenia ogólne: stosować w połączeniu z gatunkiem bardziej odpornym na
zużycie (GC S05F) zapewnia największą produktywność.
Możliwa optymalizacja: płytki kwadratowe umożliwiają większą głębokość
skrawania, płytki okrągłe należy stosować kiedy potrzebna jest bardziej stabilna
geometria.
PR (jednostronna) – do toczenia zgrubnego
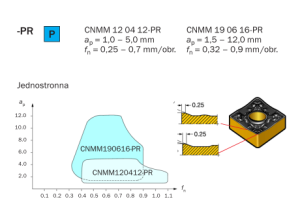
Stali i obróbki z dużą objętościową wydajnością skrawania z geometrią do obróbki
lekkiej
Posuw: 0,2 – 1,2 mm/obr. Głębokość skrawania: 0,7 – 12 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: wałki, osie, piasty, koła zębate, itp.
Zalety: dodatnia geometria do obróbki zgrubnej generująca małe siły skrawania,
posiadająca szeroki zakres zastosowań, oraz wysoką stabilność płytki jednostron-
nej.
Ograniczenia: może powodować powstawanie nadmiernych sił skrawania, kiedy
głębokość skrawania jest większa niż połowa długości krawędzi skrawającej.
Zalecenia ogólne: Stosować w połączeniu z bezpiecznym gatunkiem o szerokim
zastosowaniu (GC2025), aby osiągnąć najlepszą produktywność.
Możliwa optymalizacja: Geometrie QR, WR and dwustronna HM i PR.
Opis geometrii płytek
Płytki ujemne o podstawowym kształcie
Obróbka zgrubna
-PR (wersja dwustronna) – do toczenia zgrubnego
Z dużą wydajnością usuwania materiału podczas obróbki stali i stali nierdzewnej.
Posuw: 0,2 – 1,2 mm/obr. Głębokość skrawania: 0,7 – 15 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Typowe przedmioty: osie, piasty, koła zębate, itp.
Zalety: uniwersalność zastosowania, geometria dwustronnej płytki z dużą
objętościową wydajnością skrawania, przyczynia się do poprawy ekonomiki
obróbki
Ograniczenia: ryzyko przeciążenia krawędzi skrawającej, ryzyko przemieszczenia
płytki, przy wysokich parametrach skrawania, przy użyciu oprawki z mocowaniem
dźwigniowym
Zalecenia ogólne: geometrię -PR należy stosować w połączeniu z niezawodnym
(udarnym) gatunkiem o szerokim zastosowaniu (np. GC4225) aby uzyskać
największą produktywność.
Możliwa optymalizacja: jednostronna płytka WR i PR.
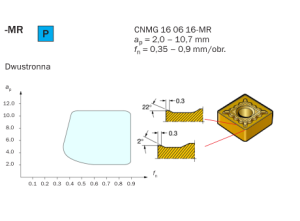
-MR – do toczenia zgrubnego
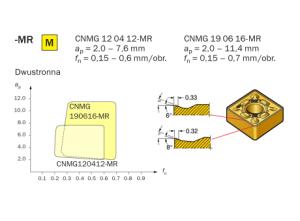
Obróbki z dużą objętościową wydajnością skrawania w stali nierdzewnej
Posuw: 0,15 – 1 mm/obr. Głębokość skrawania: 1,5 – 11,4 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: ogólnie komponenty ze stali nierdzewnej.
Zalety: szerokie możliwości w obróbce zgrubnej, dwustronna płytka alternatywna,
do operacji wysokowydajnej obróbki zgrubnej, dla poprawy ekonomiki obróbki
Ograniczenia: ryzyko przeciążenia (płytki dwustronne)
Zalecenia ogólne: Stosować w połączeniu z niezawodnym (udarnym) gatunkiem
(GC2025), aby osiągnąć najlepszą produktywność.
Możliwa optymalizacja: jednostronne płytki w geometrii MR
.NMG -KR – do toczenia zgrubnego
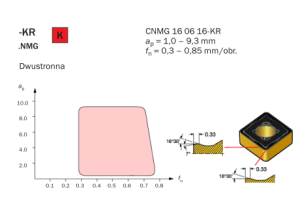
Żeliwa szarego i sferoidalnego.
Posuw: 0,19 – 0,85 mm/obr. Głębokość skrawania: 0,4 – 14,0 mm.
Operacje: toczenie wzdłużne, planowanie i rozszerzone profilowanie
Przedmioty: Ogólnie – komponenty żeliwne.
Zalety: szeroki zakres zastosowań do obróbki zgrubnej, dwustronna alternatywa
do operacji wysokowydajnej obróbki zgrubnej przyczyniającej się do poprawy
ekonomiki obróbki.
Ograniczenia: skłonności do wysokich sił skrawania przy małych głębokościach
skrawania i/lub posuwach. Ryzyko przemieszczania płytki przy wysokich para me-
trach skrawania, przy użyciu oprawek z mocowaniem dźwigniowym.
Zalecenia ogólne: stosować w połączeniu z twardszym gatunkiem (GC3205 lub
GC3210), aby osiągnąć najlepszą produktywność.
Możliwa optymalizacja: płytki NMA-KR, -KM.
.NMA -KR – do toczenia zgrubnego
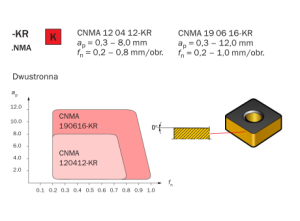
Żeliwa szarego i sferoidalnego.
Posuw: 0,1 – 1,19 mm/obr. Głębokość skrawania: 0,2 – 12 mm.
Operacje: toczenie wzdłużne, planowanie i rozszerzone profilowanie
Przedmioty: Ogólnie – komponenty żeliwne.
Zalety: szeroki zakres zastosowań obróbki zgrubnej
Ograniczenia: może generować wysokie promieniowe siły skrawania, które mogą
oddziaływać na przedmiot obrabiany i mocowanie.
Zalecenia ogólne: stosować w połączeniu z twardszym gatunkiem (GC3205 lub
GC3210), aby osiągnąć najlepszą produktywność.
Możliwa optymalizacja: płytki NMG-KR, – KM.
Opis geometrii płytek
Płytki ujemne o podstawowym kształcie
Obróbka zgrubna
-QR – do toczenia zgrubnego
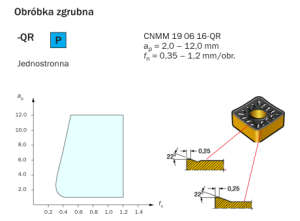
Zapewniając uniwersalność w obróbce stali.
Posuw: 0,3 – 1,5 mm/obr. Głębokość skrawania: 2,0 – 12,0 mm.
Operacje: toczenie wzdłużne, toczenie profilowe i planowanie.
Przedmioty: zasadniczo do obróbki mieszanej stali.
Zalety: duży obszar zastosowań do lekkiej obróbki zgrubnej i obróbki zgrubnej
stali.
Ograniczenia: brak dedykowanego przeznaczenia związanego z materiałem.
Zalecenia ogólne: alternatywne rozwiązanie dla geometrii -PR, kiedy wymagane
jest większa stabilność obróbki.
Możliwa optymalizacja: jednostronne geometrie -PR płytek.
-HR (jednostronna) – do ciężkiego toczenia zgrubnego stali
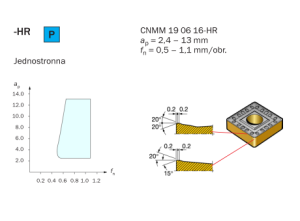
Posuw: 0,5 – 1,8 mm/obr. Głębokość skrawania: 2,4 – 17 mm.
Operacje: toczenie wzdłużne i planowanie
Przedmioty: rolki, wałki, osie, piasty, itp.
Zalety: bardzo mocna krawędź skrawająca zdolna do pracy z dużymi posuwami.
Ograniczenia: może generować większe siły skrawania.
Zalecenia ogólne: stosować w połączeniu ze stabilnym gatunkiem o szerokim
zastosowaniu (GC4225) aby uzyskać najlepszą produktywność.
Możliwa optymalizacja: jednostronne płytki PR, QR i WR.
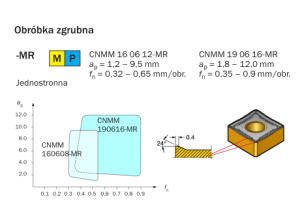
-MR (stal P) – do toczenia zgrubnego
Stali (alternatywna propozycja dla gorszych warunków obróbki).
Posuw: 0,3 – 1,2 mm/obr. Głębokość skrawania: 1 – 12 mm.
Operacje: głównie toczenie wzdłużne i planowanie.
Przedmioty: stalowe wałki, osie, piasty, koła zębate, itp.
Zalety: Uniwersalna geometria, dwustronne płytki z potwierdzonymi możliwościami
w zakresie obróbki zgrubnej, dobrą ekonomiką obróbki, sprawdza się do obróbki
przerywanej i w materiałach z wtrąceniami piasku.
Ograniczenia: ryzyko przeciążenia krawędzi skrawającej, ruchu płytki przy wysok-
ich parametrach skrawania w oprawkach z mocowaniem dźwigniowym.
Zalecenia ogólne: stosować w połączeniu z niezawodnym (udarnym) gatunkiem
(GC4225) aby uzyskać najwyższą produktywność.
Możliwa optymalizacja: geometria HM i jednostronna geometria PR
Opis geometrii płytek
Płytki ujemne o kształcie podstawowym
Obróbka zgrubna
-MR (jednostronna) – do toczenia zgrubnego
stali nierdzewnej i stali z geometrią do lekkiego toczenia
Posuw: 0,2 – 1,4 mm/obr. Głębokość skrawania: 0,7 – 15 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: walce, wałki, osie, itp.
Zalety: mocna krawędź skrawająca do obróbki zgrubnej, szeroki zakres
zastosowań, wysoka stabilność płytki jednostronnej.
Ograniczenia: ryzyko rozpryskiwania wiórów na głębokościach skrawania, może
generować duże siły skrawania przy dużych głębokościach skrawania i posuwach.
Zalecenia ogólne: Stosować w połączeniu z bezpiecznym gatunkiem o szerokim
zastosowaniu (GC2025), aby uzyskać najlepszą produktywność.
Możliwa optymalizacja: jednostronna geometria PR.
-SR – do toczenia zgrubnego w tytanie i superstopach żaroodpornych
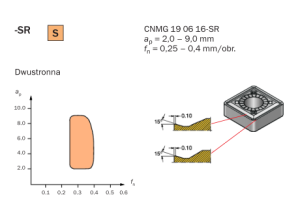
Posuw: 0,25 – 0,4 mm/obr. Głębokość skrawania: 2 – 9 mm.
Operacje: toczenie wzdłużne, planowanie i rozszerzone profilowanie
Przedmioty: ogólnie komponenty z tytanu i superstopów.
Zalety: lekki przebieg skrawania i stabilność do obróbki zgrubnej. Płytki z geo-
metrią -SR opracowano w celu zwiększenia odporności na zużycie kraterowe.
Ograniczenia: dostępne kształty płytek: kwadratowe, okrągłe i rombowe.
Zalecenia ogólne: stosować w połączeniu ze stabilnym gatunkiem (GC1105) dla
podniesienia bezpieczeństwa i trwałości narzędzia.
Możliwa optymalizacja: geometria QM, jeżeli SR nie posiada wystarczająco mocnej
krawędzi skrawającej; geometria 23, jeżeli SR generuje nadmierne siły skrawania.
RNMG – do toczenia średniego i zgrubnego
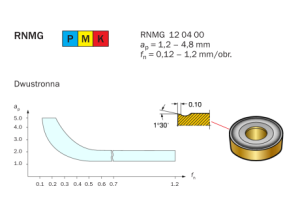
Stali, stali nierdzewnej i żeliwa.
Posuw: 0,09 – 2,5 mm/obr. Głębokość skrawania: 0,9 – 10,0 mm.
Operacje: głównie kopiowanie i toczenie profilowe.
Przedmioty: wałki, walce, osie, zestawy kołowe, itp.
Zalety: wysoka niezawodność dzięki mocnej krawędzi skrawającej.
Ograniczenia: łamanie wióra z powodu okrągłego kształtu płytki, płytka może się
obrócić w gnieździe podczas pracy przy wysokich parametrach skrawania.
Zalecenia ogólne: stosować w połączeniu z niezawodnych (udarnym) gatunkiem
(GC4225) aby uzyskać najwyższą produktywność.
Możliwa optymalizacja: aby poprawić zdolności łamania wióra – w miarę możliwość
zmienić na płytkę o alternatywnym kształcie.
RCMX (jednostronna) – przy toczeniu lekkim, średnim i zgrubnym dużych
przedmiotów
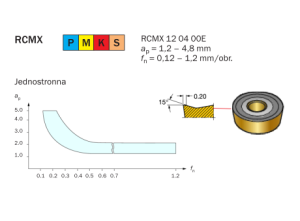
Ze stali, stali nierdzewnej, żeliwa i superstopów żaroodpornych
Posuw: 0,10 – 3,2 mm/obr. Głębokość skrawania: 1,0 – 12,8 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: walce, wałki itp.
Zalety: mocna płytka do niezawodnej obróbki.
Ograniczenia: kontrola wiórów z powodu zaokrąglonego kształtu płytki.
Zalecenia ogólne: Stosować w połączeniu z bezpiecznym gatunkiem o szerokim
zastosowaniu (GC2025), aby osiągnąć najlepszą produktywność.
Możliwa optymalizacja: jeżeli kontrola wióra jest problemem, należy zmienić
kształt płytki.
Źródło: Sandvik Coromant „Poradnik obróbki skrawaniem”



















