
Toczenie gwintów
Metody dosuwu wgłębnego
Występują trzy rodzaje dosuwu wgłębnego: promieniowy, boczny i naprzemienny.
Płytka może być zagłębiana w obrabiany element na różne sposoby. Za każdym razem uzyskuje się ten sam zarys, lecz nacięcia
wykonywane są na różne sposoby, ze zmiennym wpływem na formowanie wióra, zużycie narzędzia i jakość gwintu. O wyborze
rodzaju dosuwu wgłębnego decyduje typ obrabiarki, rodzaj obrabianego materiału, geometria płytki oraz skok gwintu.
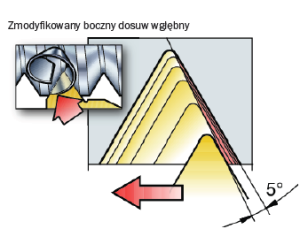
Zmodyfikowany dosuw boczny
Podobne do toczenia pod względem kontroli wiórów
• Proces jest podobny do zwykłego toczenia.
• Ogranicza drgania, które mogą powstać podczas toczenia
gwintów.
• Płytka jest zagłębiana pod kątem zarysu.
• Na ostrzu płytki powstaje mniejsza ilość ciepła.
• Zapewnione jest wysokie bezpieczeństwo produkcji.
zmodyfikowany posuw boczny wgłębny
Geometrie płytki
• Dla płytek o geometrii C zmodyfikowany dosuw boczny jest
jedyną metodą obróbki gwintu. Należy zastosować kąt dosuwu
wgłębnego 1°.
• W przypadku płytki uniwersalnej i o geometrii F, zastosować
kąt dosuwu wgłębnego 3–5°.
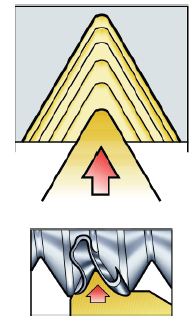
Dosuw wgłębny naprzemienny
Pierwszy wybór w przypadku dużych gwintów
• Rosnące naprzemiennie przejścia płytki wgłąb zarysu zapewniają bardziej jednolite jej zużycie.
• Bardzo duże zarysy gwintu mogą zostać wstępnie obrobione za pomocą narzędzia do toczenia.
Przejścia związane z obróbką wykańczającą wykonywane są za pomocą płytki do toczenia gwintów.
• Umożliwia równomierne zużycie płytek i długą trwałość ostrza.
• Głównie używana przy toczeniu dużych gwintów.
Wady
• Wymaga specjalnego oprogramowania obrabiarek i dokładnego ustawienia.
Geometrie płytki
Mogą być stosowane: Uniwersalna, F i z geometrią C
dosuw wgłębny naprzemienny

Dosuw wgłębny promieniowy
Tradycyjna metoda dosuwu wgłębnego
• Najczęściej używana, a zarazem jedyna stosowana metoda w wielu obrabiarkach.
• Sztywny wiór formowany jest w kształcie litery V z obu stron krawędzi skrawającej.
• Zużycie płytki po obu stronach jest bardziej równomierne.
• Ta metoda jest najbardziej odpowiednia do małych skoków, (skoki < 1,5 mm).
• Pierwszy wybór w materiałach utwardzających się, np. w nierdzewnej stali austenitycznej.
• Zalecenia dla promieniowego dosuwu wgłębnego zostały podane w tabelach.
Wady
• Ryzyko drgań i nieprawidłowa kontrola wiórów w przypadku zastosowania do dużych skoków.
Geometrie płytki
• Można stosować geometrię uniwersalną lub F.
Uwaga: Nie należy stosować geometrii C.
dosuw wgłębny promieniowy
Głębokość skrawania na jedno przejście
Głębokość skrawania w przypadku każdego przejścia może być wybrana na dwa różne
sposoby, niezależnie od obranej metody dosuwu wgłębnego (zmodyfikowany, naprzemienny
lub promieniowy).
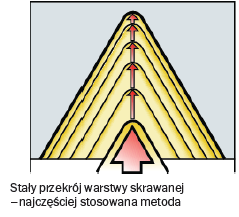
1. Stały przekrój warstwy skrawanej
Ten rodzaj jest najczęściej stosowany w nowoczesnych obrabiarkach sterowanych
numerycznie i zazwyczaj jest najbardziej wydajny. Oznacza to relatywnie dużą
głębokość pierwszego przejścia, zależnie od wysokości gwintu. Wartości zmniejszają
się stopniowo i osiągają na końcu 0,09 – 0,02 mm. Krawędź płytki będzie posiadała
zatem równomierne obciążenie przy każdym przejściu, co może być zaletą, biorąc pod
uwagę trwałość narzędzia.
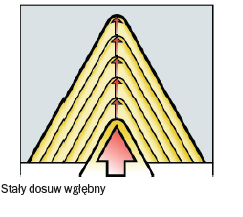
2. Stały dosuw wgłębny
Stanowi dodatkowy sposób na rozwiązanie problemów, który pozwala ulepszyć
formowanie wiórów przy utrzymanej stałej grubości wióra. Zazwyczaj metoda stałego
dosuwu wgłębnego wymaga większej liczby przejść. Wartość początkowa powinna
wynosić około 0,18 – 0,12 mm. Natomiast bieżąca wartość powinna być odpowiednio
dopasowana do głębokości ostatniego przejścia, która powinna wynosić co najmniej
0,08 mm.
Przykład:
Gwint metryczny zewnętrzny ISO: Skok 2,0 mm
Całkowita głębokość dosuwu wgłębnego = 1,28 – 0,08 = 1,20 = 10 przejść + 1 (0,08)
= 0,12 mm/przejście.
Przejście dogładzające
Ostatnim przejściem może być przejście dogładzające bez naddatku.
Uwaga: Wadą obróbki z przejściem dogłądzającym może być niedostateczna kontrola
wiórów, co doprowadzi
do nieprawidłowego wykończenia powierzchni i zwiększonego
zużycia płytki.
stały przekrój warstwy skrawanej
stały dosuw wgłębny
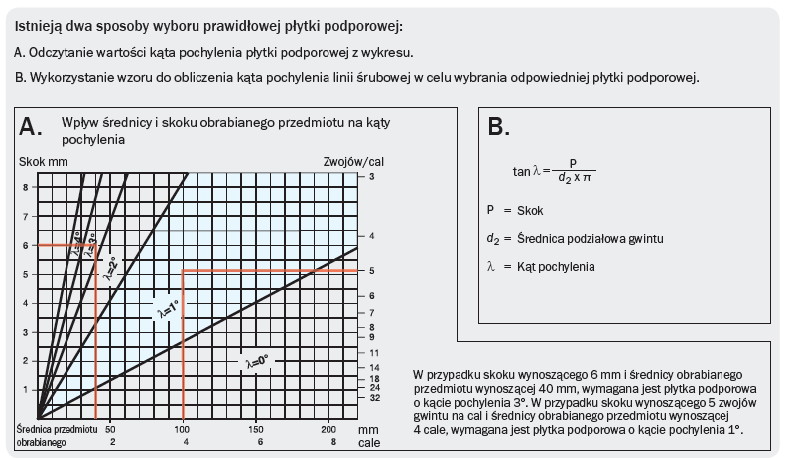
Kąt przyłożenia przy toczeniu gwintów – wybór płytki podporowej
W celu zapewnienia precyzyjnego, dokładnego toczenia gwintu i długiej
trwałości płytki, niezbędne są dwa rodzaje luzu kątowego między płytką
agwintem
określone poprzez:
• Boczny kąt przyłożenia
• Promieniowy kąt przyłożenia

Boczny kąt przyłożenia
Przy toczeniu gwintów, bardzo istotny jest luz pomiędzy krawędziami
skrawającymi a powierzchniami bocznymi każdego gwintu. Aby zapewnić
długą trwałość narzędzia, bezpieczeństwo produkcji i właściwą jakość
gwintu, zużycie krawędzi płytki powinno następować w sposób równomierny
na obu powierzchniach przyłożenia. W tym celu płytka powinna
być pochylona w taki sposób, aby uzyskać maksymalny, symetryczny luz
powierzchni przyłożenia – boczny kąt przyłożenia.
Wybieranie płytek podporowych z kątem pochylenia zapewniającym
odpowiedni boczny kąt przyłożenia
• Aby wybrać prawidłową płytkę podporową, patrz Katalog główny.
• Standardowo w oprawce znajduje się płytka podporowa z kątem
pochylenia wynoszącym 1°, jest to najczęściej stosowany kąt pochylenia.
• Płytki podporowe dostępne są w wersjach różniących się kątem
pochylenia o 1°; od -2° do + 4°.
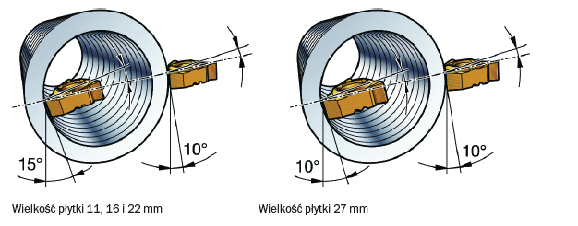
Promieniowy kąt przyłożenia
W celu zapewnienia promieniowego kąta przyłożenia, płytki
skrawające są pochylone pod kątem 10 lub 15 stopni. Pochylenie
jest uzyskiwane za pomocą oprawek.
Wielkość płytki 11, 16 i 22 mm Wielkość płytki 27 mm
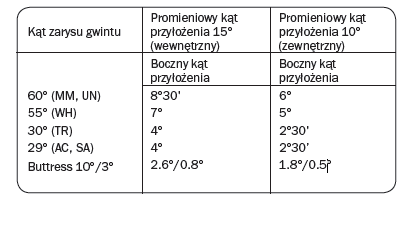
Różne wartości promieniowego kąta przyłożenia w przypadku zewnętrznych/
wewnętrznych oprawek:
Promieniowy kąt przyłożenia
Jeśli zostanie wybrana prawidłowa płytka podporowa –
zapewniająca odpowiedni kąt pochylenia linii śrubowej –
uzyskamy następujące boczne kąty przyłożenia:

Źródło: „Poradnik obróbki skrawaniem” Sandvik


















