
Wiercenie długimi wiertłami podobnie jak jazda limuzyną musi być przyjemne i komfortowe. Powszechnie spotykane przykłady wiercenia głębokich otworów charakteryzuje się dużą szybkością usuwania materiału i wysoką dokładnością w zakresie prostoliniowości otworu, tolerancji wymiarowych i jakości wykończenia powierzchni.

Ekstremalne warunki obróbki występujące podczas wiercenia głębokich otworów stawiają wysokie
wymagania przed narzędziem, obrabiarką i oprzyrządowaniem towarzyszącym.
Wiercenie głębokich otworów stosuje się w szerokim zakresie branż przemysłowych, np. w metalurgii, energetyce
jadrowej, przemyoele lotniczym, petrochemicznym i gazowniczym. W tych branżach pojawiają się wysokie wymagania
co do jakości, a także tolerancji wymiarowych i kształtowych.
Obrabiane detale mogą być bardzo drogie, więc w mniejszym lub większym stopniu – wpływają na wyniki finansowe obróbki. Dlatego zwykle najwyższy priorytet ma w tym zakresie niezawodność obróbki. Oznacza to
przede wszystkim, że systemy wiercenia opracowane z myślą o tych wymaganiach, zapewniają jakość, która – w niektórych zastosowaniach – jest pożądana nawet przy wierceniu płytszych otworów.

Wiercenie głębokich otworów metodami Sandvik Coromant:
Pod pojęciem otworów głębokich rozumie się otwory o dużym stosunku głębokości i śerednicy.
Wiercenie głębokich otworów jest zalecaną metodą wykonywania otworów głębszych niż10-krotność
średnicy. Podczas wiercenia istotne znaczenie ma łamanie wiórów i odprowadzanie ich z otworu, tak by
nie dopuścić do zakleszczenia wiertła ani do uszkodzenia obrabianej powierzchni.
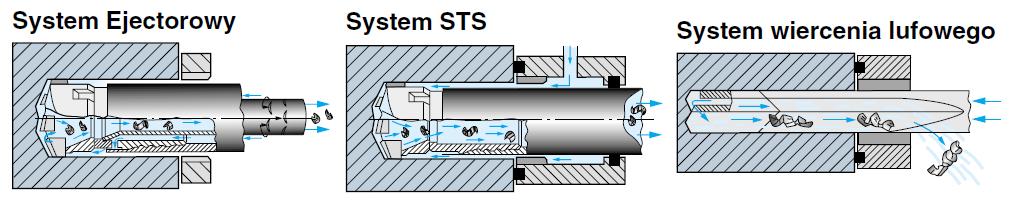
W dziedzinie wiercenia głębokich otworów opracowano trzy różne systemy doprowadzania płynu
obróbkowego i odprowadzania wiórów, które pozwalają na niezakłóconą obróbkę otworów o
głębokooeci przekraczającej 100- krotność śerednicy:
- System Ejectorowy
- (system dwururowy)
- System jednorurowy (STS)
- System wiercenia lufowego
Sandvik Coromant jest przodującym w świecie producentem narzędzi do głębokiego wiercenia w tych systemach. Narzędzia te dostępne w są wersjach standardowych, specjalnych oraz w opcji Tailor Made.
Kiedy wybierać jakie wiercenie?
System Ejectorowy:
• W tym systemie obrabiany detal nie musi ściśle przylegać do tulejki wiertarskiej.
• Możliość łatwego dostosowania do istniejących obrabiarek, w szczególności do tokarek tradycyjnych,
centrów tokarskich, centrów obróbczych i wytaczarek poziomych.
• Do obróbki przedmiotów, przy których mogą wystąpić kłopoty z uszczelnieniem.
• Stanowi zaletę wówczas, gdy istnieje możliwości wykorzystania wstępnego otworu prowadzącego zamiast tulejki wiertarskiej, na przykład w centrach obróbczych.
System STS:
• W materiałach o niekorzystnych własnooeciach tworzenia wiórów, np. w stali nierdzewnej i niskowęglowej.
• W materiałach o niejednolitej strukturze, gdy występują kłopoty z łamaniem wiórów.
• Najkorzystniejsze przy produkcji wielkoseryjnej.
• Równe i wyjątkowo długie przedmioty obrabiane.
• Dla otworów o oerednicach powyżej 200 mm.
• Wymaga specjalnych obrabiarek do wiercenia głębokich otworów.
System wiercenia lufowego:
• Dla małych oerednic.
• Może być łatwo stosowany w centrach obróbczych przy wykorzystaniu wstepnego
otworu prowadzącego.
• Uwaga: wymaga wysokiego ciśnienia chłodziwa.
Źródło: Sandvik „Wiercenie głębokich otworów. Katalog produktów i poradnik zastosowania”



















