
CHŁODZIWO
Odprowadzenie wiórów, chłodzenie i smarowanie to podstawowe funkcje chłodziwa. Zastosowanie chłodziwa zwiększa jakość otworów oraz wydłuża
trwałość narzędzia.
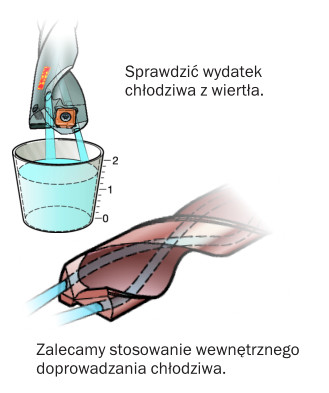
Minimalny wydatek chłodziwa powinien być zmierzony na ostrzu wiertła np. z pomocą stopera i pojemnika.
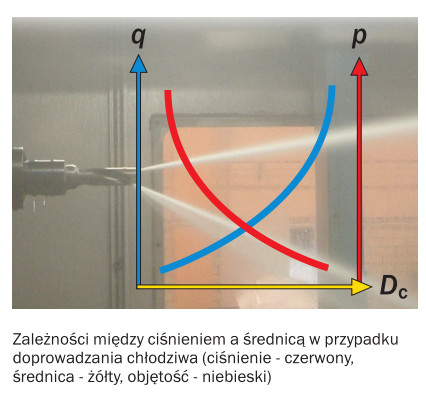
Objętość zbiornika na chłodziwo powinna być 5-10 razy większa niż ilość chłodziwa, które pompa dostarcza w ciągu minuty. Ciśnienie chłodziwa spada między pompą a wiertłem. Prostym wyznacznikiem ciśnienia w przypadku wiertła usytuowanego poziomo jest uzyskanie strumienia wylotowego z otworów doprowadzających w wiertle, nie opadającego ku dołowi w odległości co najmniej 30 cm od niego.
Rozpuszczalny olej (emulsja) należy zawsze stosować z dodatkami EP (maksymalne wartości ciśnienia), a mieszanka oleju i wody powinna wynosić 5-15%, aby zachować trwałość narzędzia. W przypadku wiercenia w przedmiotach ze stopów nierdzewnych oraz ze stopów żaroodpornych wykorzystywane jest wyższe stężenie mieszanki.
- Chłodziwo pod wysokim ciśnieniem (~70 barów) poprawia odprowadzanie wióra oraz wydłuża trwałość narzędzia w przypadku materiałów tworzących długie wióry, takich jak stal nierdzewna.
- Czysty olej poprawia smarowanie oraz wpływa korzystnie na proces wiercenia w stali nierdzewnej.
- Mgła chłodziwa lub minimalne smarowanie mogą być zastosowane w szczególności w przypadku aluminium.
- Wiercenie ”na sucho” może być wykonywane w materiałach tworzących krótkie wióry i przy wykonywaniu otworów o głębokości maksymalnie 3 razy średnica, najlepiej z poziomą osią wrzeciona. Trwałość narzędzia będzie krótsza.
Uwaga: Nie należy wiercić na sucho w materiałach nierdzewnych (ISO M i S) ani też za pomocą wierteł z lutowanymi końcówkami z węglików spiekanych tzn. Coromant Delta.
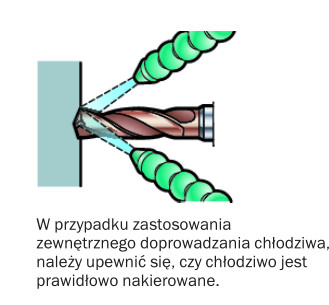
Wewnętrzne doprowadzanie chłodziwa jest zalecane, aby zapobiec blokowaniu się wiórów i powinno być stosowane w przypadku wiercenia otworów głębszych niż 3 x Dc. Zewnętrzne doprowadzanie chłodziwa może być stosowane przy materiałach tworzących krótkie wióry oraz aby zapobiegać tworzeniu się narostu. Należy prawidłowo ustawić dysze chłodziwa, patrz rysunek.
ŹRÓDŁO: PORADNIK OBRÓBKI SKRAWANIEM (TOCZENIE – FREZOWANIE – WIERCENIE – WYTACZANIE – SYSTEMY NARZĘDZIOWE )
















