
Typy nakroju gwintowników różnią się w zależności od zadania obróbczego, otworu przelotowego lub ślepego. Typ gwintownika wyznacza nakrój w części roboczej, ilość zwojów jest powiązana z przeznaczeniem gwintownika. Zazwyczaj wiadomo już, że do otworów nie przelotowych najlepiej wybrać gwintownik skrętny jednak warto również pamiętać, że gwintownik ten będzie miał inną liczbę zwojów od pozostałych co również charakteryzuje jego pracę w środowisku do którego jest przeznaczony.
Gwintownik maszynowy o nakroju typu A:
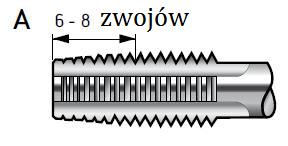
– kąt nakroju 5 stopni
– rowki proste
– otwory przelotowe krótkie ( ~ 1 x d )
Gwintownik maszynowy o nakroju typu B:

– kąt nakroju 8 stopni
– rowki proste z nakrojem (skośną poierzchnią natarcia)
– otwory przelotowe różnej długości ( ~ 2,5 x d )
Gwintownik maszynowy o nakroju typu C:
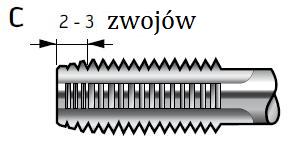
– kat nakroju 15 stopni
– rowki proste lub śrubowe
– otwory nieprzelotowe (ślepe) w materiałach dających długi i średni wiór, lub w płytkich otworach przelotowych z krótkim wiórem. ( ~2,5 x d )
Gwintownik maszynowy o nakroju typu D:
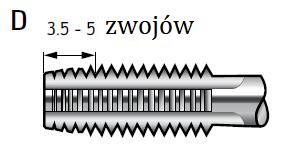
– kąt nakroju 8 stopni
– rowki proste lub śrubowe
– otwory nieprzelotowe z długim wylotem gwintu oraz otwory przelotowe ( ~3 x d )
Gwintownik maszynowy o nakroju typu E:
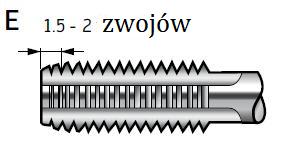
– kąt nakroju 23 stopnie
– rowki proste lub śrubowe
– otwory nieprzelotowe z krótkim wylotem gwintu, stosowane do mosiądzu. (~1,5 x d)
Na co zwracać uwagę:
- dłuższe nakroje w gwintownikach redukują obciążenie krawędzi skrawających, co staje się ważne wraz ze wzrostem wytrzymałości materiału. Czyli jeżeli materiał jest bardziej wymagający zastanówmy się nad wybraniem gwintownika z dłuższym nakrojem.
- ponadto dłuższy nakrój zwiększa wymagany moment obrotowy, zatem jak zależy nam na podkręceniu parametrów obróbki również skłonimy się ku gwintownikom z dłuższym nakrojem.
- Pamiętać jednak należy że dłuższy nakrój potrzebuje więcej czasu w ciągu jednego cyklu ze względu na dłużą drogę na wykonanie powierzonego zadania gwintowania.
źródło: Walter Titex – „Perfekcyjny gwint”



















