
- WF – do toczenia wykańczającego
- WM – do toczenia wykańczającego
- WK – do toczenia wykańczającego
- PF – do toczenia wykańczającego
- KF – do toczenia wykańczającego
- UF – do toczenia wykańczającego
- R/L-K – do toczenia wykańczającego
- R/L -F – do toczenia wykańczającego
- AL – do toczenia wykańczającego
- PM – do toczenia średniego
- MM – do toczenia średniego
- KM – do toczenia średniodokładnego
- UM – do toczenia średniego
- SM – do toczenia wykańczającego i średniego
- CMW – do toczenia średniodokładnego
- RCMT – do toczenia średniodokładnego
- PR – do toczenia zgrubnego
- MR – do toczenia zgrubnego
- KR – do toczenia zgrubnego
- UR – do toczenia zgrubnego
- F – do toczenia wykańczającego
- M – do toczenia średniego
- PF – do toczenia wykańczającego
- MF – do toczenia wykańczającego
- KF – do toczenia wykańczającego
- PM – do toczenia średniodokładnego
- MM – do toczenia średniego
- KM – do toczenia średniodokładnego
Obróbka wykańczająca- Wiper
-WF – do toczenia wykańczającego

Dla połączenia wysokich posuwów i dobrej jakości powierzchni stali, stali nie-
rdzewnej,, żeliwa oraz superstopów żaroodpornych.
Posuw: 0,05 – 0,50 mm/obr. Głębokość skrawania: 0,3 – 3,5 mm.
Operacje: toczenie wzdłużne i planowanie
Zalety: Dwukrotnie większy posuw przy stałej jakości wykończenia powierzchni lub
dwukrotnie wyższa jakość wykończenia powierzchni dla stałego posuwu. Idealna,
kiedy wysoka jakość wykończenia powierzchni jest priorytetem. Może zastąpić
operację szlifowania. Lepsza zdolność do łamania wióra dzięki wyższemu posu-
wowi. Większa trwałość narzędzia oraz możliwość obróbki większej liczby detali
na krawędź skrawającą dzięki skróceniu czasu zetknięcia narzędzia z przedmio-
tem obrabianym.
Przedmioty: stabilniejsze osie, wałki, piasty, koła zębate, kiedy najważniejsza jest
jakość wykończenia powierzchni.
Ograniczenia: istnieje zagrożenie wzrostem skłonności do wzbudzania drgań
w niestabilnych elementach, występuje ograniczona funkcjonalność w toczeniu
profilowym, niższe wartości parametrów skrawania, kiedy w połączeniu z gatun-
kiem cermetalowym, widoczne ślady obróbki wykańczającej w postaci zmatow-
ienia powierzchni.
Zalecenia ogólne: Wzrost wielkości posuwu do maksimum, aby uzyskać jak
najwyższą produktywność.
Możliwa optymalizacja: Geometria WM i gatunek cermetalowy, aby uzyskać
jeszcze lepsze wykończenie powierzchni.
-WM – do toczenia wykańczającego
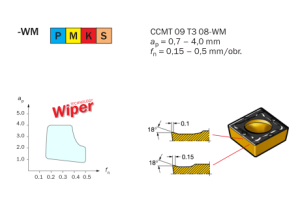
Z zachowaniem wysokiego posuwu w stali, żeliwie, stali nierdzewnej oraz superstopach
żaroodpornych.
Posuw: 0,10 – 0,5 mm/obr. Głębokość skrawania: 0,5 – 4,0 mm (dostosowana
do geometrii płytki).
Operacje: toczenie i planowanie
Przedmioty: wałki sztywne, osie, piasty, koła zębate, itp.
Zalety: Dwukrotnie większy posuw przy stałej jakości wykończenia powierzchni lub
dwukrotnie wyższa jakość wykończenia powierzchni dla stałego posuwu. Idealne,
kiedy jakość wykończenia powierzchni jest priorytetem. Może zastąpić operację
szlifowania. Lepsza zdolność do łamania wióra dzięki wyższemu posuwowi.
Trwałość narzędzia wzrasta i pozwala na obróbkę większej liczby detali na krawędź
skrawającą, dzięki skróceniu czasu zetknięcia narzędzia z przedmiotem obrabianym.
Ograniczenia: istnieje ryzyko większych skłonności do powstawania drgań w niestabilnych
elementach; ograniczona funkcjonalność w operacjach toczenia profilowego;
mniejszy posuw i głębokość skrawania przy użyciu gatunków cermetalowych;
widoczne ślady obróbki wykańczającej w postaci zmatowienia powierzchni
Zalecenia ogólne: zwiększyć posuw do podwójnej wartości tradycyjnych geometrii
dla obróbki wykańczającej, aby wykorzystać możliwość skrócenia czasu toczenia.
Możliwa optymalizacja: Geometria WF.
-WK – do toczenia wykańczającego
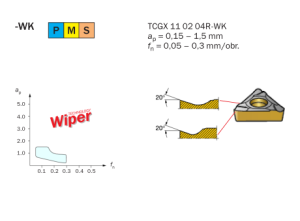
Przede wszystkim do operacji wytaczania, ale również do toczenia zewnętrznego,
w celu uzyskania niskich sił skrawania.
Posuw: 0,05 – 0,30 mm/obr. Głębokość skrawania: 0,15 – 1,5 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: szczególnie niestabilne komponenty, wałki, osie, piasty, gdzie
najważniejsze jest wykończenie powierzchni.
Zalety: korzyść z połączenia geometrii nożowej i Wiper, odpowiednia do wysokich
wartości posuwu, do smukłych wałków, komponentów cienkościennych i części
mocowanych niestabilnie.
Ograniczenia: Głębokość skrawania i wielkość posuwu, oraz konieczność wyboru
wersji lewej lub prawej.
Zalecenia ogólne: stosować w połączeniu z bardziej odpornym gatunkiem (CT5015
lub GC1025), aby osiągnąć najlepszą produktywność, należy rozważyć użycie
cermetalu, jeżeli jakość powierzchni jest ważna i jeżeli prędkość skrawania jest
ograniczona, otwarta geometria może być przyczyną ograniczonej kontroli wióra.
Możliwa optymalizacja: Gatunek cermetalowy
Płytki dodatnie o kształcie podstawowym
-PF – do toczenia wykańczającego
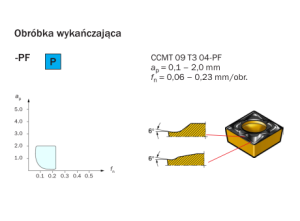
Z dobrą kontrolą wióra przede wszystkim w stali
Posuw: 0,03 – 0,32 mm/obr. Głębokość skrawania: 0,06 – 2,0 mm.
Operacje: toczenie wzdłużne, toczenie profilowe i podtaczanie
Zalety: Obróbka lekka, dodatnia geometria daje małe siły skrawania co jest
przydatne w toczeniu przedmiotów smukłych, cienkościennych lub elementów
mocowanych
niestabilnie – zazwyczaj są to osie, wały, piasty i koła zębate, kiedy
najważniejsza jest jakość wykończenia powierzchni.
Ograniczenia: głębokość skrawania i posuw.
Zalecenia ogólne: Stosować w połączeniu z gatunkiem odpornym na ścieranie
(GC4215), aby uzyskać najlepszą produktywność. Rozważ gatunek cermetalowy,
jeżeli wymagania dotyczące wykończenia powierzchni są wysokie a prędkość
skrawania ograniczona.
Możliwa optymalizacja: geometrie R/L-K, WK, WF i gatunek cermetalowy
-MF – do toczenia wykańczającego
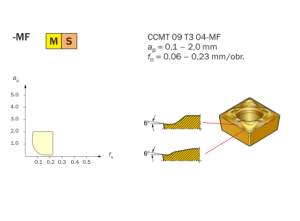
Z dobrą kontrolą wióra, przede wszystkim w stali nierdzewnej i superstopach
żaroodpornych.
Posuw: 0,05 – 0,30 mm/obr. Głębokość skrawania: 0,06 – 2,00 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: Obróbka lekka, dodatnia geometria daje małe siły skrawania co jest
przydatne
w toczeniu przedmiotów smukłych, cienkościennych lub elementów
mocowanych niestabilnie. Dodatnia geometria minimalizuje skłonności do
przywierania
(powstawania narostu) i zapewnia dobre wykończenie powierzchni
oraz większą trwałość narzędzia.
Przedmioty: zasadniczo ze stali nierdzewnej oraz superstopów żaroodpornych.
Ograniczenia: głębokość skrawania i posuw.
Zalecenia ogólne: idealna do zastosowań, kiedy jakość wykończenia powierzchni
(chropowatość powierzchni i jej wygląd) jest priorytetem.
Możliwa optymalizacja: Geometria R/L K (ostrze nożowe)
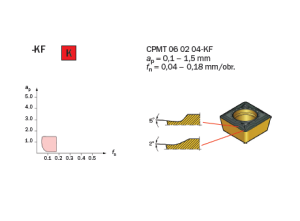
-KF – do toczenia wykańczającego
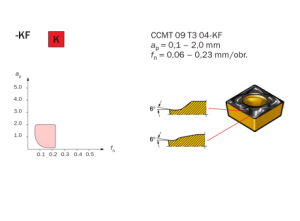
żeliwa szarego i sferoidalnego.
Posuw: 0,03 – 0,30 mm/obr. Głębokość skrawania: 0,06 – 2,0 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: Obróbka lekka, dodatnia geometria daje małe siły skrawania co jest
przydatne
w toczeniu przedmiotów smukłych, cienkościennych lub elementów
mocowanych niestabilnie. Zapewnia mniej wykruszeń podczas toczenia wywierconych
otworów. Stała jakość wykończenia powierzchni.
Przedmioty: Ogólnie – komponenty żeliwne.
Ograniczenia: ograniczony obszar zastosowań – głębokość skrawania i posuw
Możliwa optymalizacja: Geometria WF.
-UF – do toczenia wykańczającego
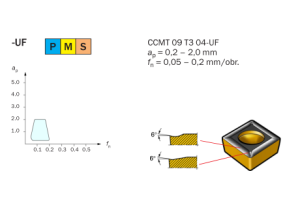
Z dobrą kontrolą wióra, przede wszystkim w stali nierdzewnej ale również w superstopach
żaroodpornych.
Superstopy żaroodporne.
Posuw: 0,05 – 0,25 mm/obr. Głębokość skrawania: 0,05 – 2,0 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: Obróbka lekka, dodatnia geometria daje małe siły skrawania co jest
przydatne w toczeniu przedmiotów smukłych, cienkościennych lub elementów
mocowanych niestabilnie.
Przedmioty: osie, wałki, piasty, koła zębate, gdzie najważniejsze jest osiągnięcie
dobrego wykończenia powierzchni szczególnie w materiałach mieszanych.
Ograniczenia: głębokość skrawania i posuw.
Zalecenia ogólne: geometria uzupełniająca do PF, MF i KF. Rozważ gatunek
cermetalowy, jeżeli wymagania dotyczące wykończenia powierzchni są wysokie
a prędkość skrawania ograniczona.
Możliwa optymalizacja: Geometrie PF, MF, KF i WF.
Płytki dodatnie o kształcie podstawowym
R/L-K – do toczenia wykańczającego
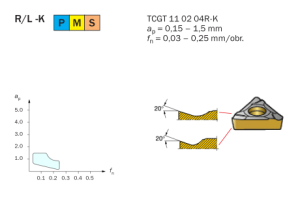
Przede wszystkim do operacji wytaczania, ale również do toczenia zewnętrznego,
w celu uzyskania niskich sił skrawania.
Posuw: 0,03 – 0,25 mm/obr. Głębokość skrawania: 0,1 – 1,5 mm.
Operacje: toczenie, planowanie i toczenie profilowe.
Przedmioty: szczególnie niestabilne komponenty, wałki, osie, piasty, gdzie
najważniejsze jest wykończenie powierzchni.
Zalety: Obróbka lekka, dodatnia geometria dająca niskie siły skrawania, odpowiednie
do smukłych wałów, komponentów cienkościennych i elementów mocowanych
niestabilnie.
Ograniczenia: Głębokość skrawania i wielkość posuwu, oraz konieczność wyboru
wersji lewej lub prawej.
Zalecenia ogólne: Stosować w połączeniu z bardziej odpornym gatunkiem
(CT5015 lub GC1125), aby osiągnąć najlepszą produktywność, rozważ użycie
cermetalu, jeżeli jakość powierzchni jest ważna i jeżeli prędkość skrawania jest
ograniczona, otwarta geometria może być przyczyną ograniczonej kontroli wióra.
Możliwa optymalizacja: Geometria WK i gatunek z cermetalu
R/L -F – do toczenia wykańczającego
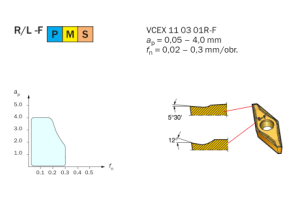
Przy wysokich wymaganiach precyzji w obróbce stali, stali nierdzewnej oraz superstopach
żaroodpornych
Posuw: 0,05 – 0,30 mm/obr. Głębokość skrawania: 0,03 – 4,0 mm.
Operacje: toczenie wzdłużne, toczenie profilowe i podtaczanie
Przedmioty: szczególnie mniejsze komponenty, wałki, osie, piasty, gdzie
najważniejsze jest wykończenie powierzchni.
Zalety: zdolność do precyzyjnej obróbki niedużych komponentów z dobrą kontrolą
wióra i przy wysokich wartości posuwu. Łączy dobrą dostępność płytek w kształcie
V i C.
Ograniczenia: wymaga wybrania lewej lub prawej wersji
Zalecenia ogólne: stosować w połączeniu z twardszym gatunkiem (GC5015 lub
GC1125), aby osiągnąć najlepszą produktywność.
Możliwa optymalizacja: Kąt przystawienia 93º, aby uzyskać najlepsze wykończenie powierzchni.
-AL – do toczenia wykańczającego
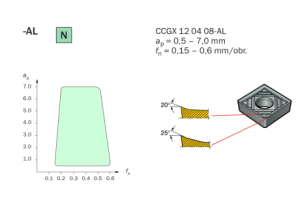
W aluminium i innych metalach nieżelaznych
Posuw: 0,05 – 1,0 mm/obr. Głębokość skrawania: 0,1 – 7 mm
Operacje: toczenie, planowanie i toczenie profilowe.
Przedmioty: ogólnie części obrabiane z aluminium
Zalety: dodatnia, otwarta geometria oferująca łagodny przebieg i wysoką prędkość
skrawania
Ograniczenia: przeznaczone do materiałów nieżelaznych.
Zalecenia ogólne: zastosować największą możliwą prędkość skrawania (do 2500
m/min), aby osiągnąć najlepszą produktywność
Możliwa optymalizacja: płytki z diamentową końcówką.
Płytki dodatnie o kształcie podstawowym
PM – do toczenia średniego
Z szerokim zastosowaniem do stali
Posuw: 0,06 – 0,36 mm/obr. Głębokość skrawania: 0.=,2 – 3,6 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: uniwersalna, niezawodna i bezproblemowa obróbka
Przedmioty: osie, wałki, piasty, koła zębate, itp.
Ograniczenia: głębokości skrawania i posuw, ryzyko przeciążenia krawędzi
skrawającej.
Zalecenia ogólne: Stosować w połączeniu z gatunkiem odpornym na zużycie
(GC4225) aby uzyskać najlepszą produktywność.
Możliwa optymalizacja: Geometria WM.
-MM – do toczenia średniego
O szerokim zastosowaniu do stali nierdzewnej i superstopów żaroodpornych.
Posuw: 0,06 – 0,36 mm/obr. Głębokość skrawania: 0,2 – 3,6 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: uniwersalna, niezawodna i bezproblemowa obróbka
Przedmioty: zasadniczo do stali nierdzewnej oraz superstopów żaroodpornych.
Ograniczenia: wrażliwe na skórę odlewniczą, zgorzelinę kuźniczą i obróbkę
przerywaną
Zalecenia ogólne: Uniwersalna geometria do stali nierdzewnej.
Możliwa optymalizacja: geometria MR, w przypadku obróbki przerywanej.
-KM – do toczenia średniodokładnego
Żeliwa szarego i sferoidalnego.
Posuw: 0,06 – 0,36 mm/obr. Głębokość skrawania: 0,2 – 3,6 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: niezawodna i bezproblemowa obróbka
Przedmioty: Ogólnie – komponenty żeliwne.
Ograniczenia: nieco zbyt słaba krawędź skrawająca do obróbki przerywanej.
Zalecenia ogólne: dobra uniwersalna geometria zarówno do żeliwa szarego jak
i sferoidalnego.
Możliwa optymalizacja: Geometria WM
-UM – do toczenia średniego
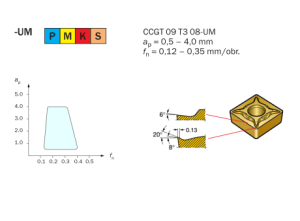
W stali ale również w stali nierdzewnej, żeliwie i HRSA.
Posuw: 0,01 – 0,4 mm/obr. Głębokość skrawania: 0,1 – 4,0 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: szerokie możliwości w zakresie łamania wióra w różnych materiałach,
falista krawędź skrawająca pomaga w utrzymywaniu wióra z dala od przedmiotu,
również dostępna w wykonaniu bardziej precyzyjnym (tolerancja G).
Przedmioty: osie, wałki, piasty, koła zębate podczas obróbki materiałów mieszanych.
Ograniczenia: nie można uzyskać płaskiej powierzchni podczas obróbki czołowej
przy dużej głębokości skrawania ze względu na falistość krawędzi skrawającej.
Zalecenia ogólne: geometria uzupełniająca do PM, MM i KM.
Możliwa optymalizacja: Geometrie WM, PM, MM i KM.
Płytki dodatnie o kształcie podstawowym
-SM – do toczenia wykańczającego i średniego
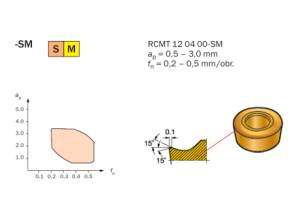
Superstopów żaroodpornych, stopów tytanu i stali nierdzewnej.
Posuw: 0,15 – 0,6 mm/obr. Głębokość skrawania: 0,26 – 4,0 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: Geometria do obróbki lekkiej, przeznaczona do wymagających stopów,
z kształtem płytki (okrągła), która minimalizuje zjawisko powstawania karbu.
Przedmioty: ogół elementów z tych materiałów
Ograniczenia: dostępna tylko jako płytka okrągła.
Zalecenia ogólne: stosować w połączeniu z niezawodnym gatunkiem (S05F dla
superstopów żaroodpornych i H13A dla tytanu), aby zapewnić bezpieczeństwo
obróbki i przewidywalną trwałość narzędzia.
Możliwa optymalizacja: Prędkość skrawania może być dwa razy większa
w połączeniu z gatunkiem S05F w porównaniu do płytek niepokrywanych do
obróbki superstopów żaroodpornych.
-CMW – do toczenia średniodokładnego
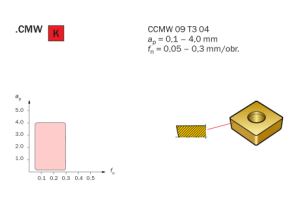
Żeliwa szarego i sferoidalnego.
Posuw: 0,05 – 0,53 mm/obr. Głębokość skrawania: 0,1 – 6,0 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: ogół elementów z żeliwa.
Zalety: wysoka wytrzymałość krawędzi skrawającej.
Ograniczenia: płaska płytka generuje wysokie opory skrawania co może
powodować pozostawienie zadziorów na detalach.
Zalecenia ogólne: uniwersalna geometria do żeliwa.
Możliwa optymalizacja: Geometrie KM i KR
RCMT – do toczenia średniodokładnego

W stali, stali nierdzewnej, w żeliwie i superstopach żaroodpornych.
Średni – Posuw: 0,03 – 3,5 mm/obr. Głębokość skrawania: 0,5 – 12,8 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Przedmioty: walce, wałki, itp.
Zalety: wysoka niezawodność.
Ograniczenia: łamanie wióra uzyskano dzięki zaokrąglonemu kształtowi płytki.
Zalecenia ogólne: stosować w połączeniu z niezawodnym (udarnym) gatunkiem
(GC4225), aby uzyskać najwyższą produktywność.
Możliwa optymalizacja: dla poprawy łamania wióra: jeżeli jest możliwość, zmienić
na alternatywny kształt płytki.
Opis geometrii płytek
Płytki dodatnie o kształcie podstawowym
-PR – do toczenia zgrubnego

Z możliwością wydajnego usuwania naddatku materiału w stali.
Posuw: 0,09 – 0,42 mm/obr. Głębokość skrawania: 0,8 – 4,8 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: uniwersalna, dodatnia geometria, dobra do obróbki zgrubnej zarówno do
operacji z dużym objętościowym wydatkiem skrawania jak, i do minimalizowania
skłonności do drgań
Przedmioty: osie, wałki, piasty, koła zębate, itp.
Ograniczenia: głębokości skrawania i posuw, ryzyko przeciążenia krawędzi
skrawającej.
Zalecenia ogólne: Stosować w połączeniu z gatunkiem odpornym na zużycie
(GC4225), aby uzyskać najwyższą niezawodność.
Możliwa optymalizacja: Geometria WM (przy średniej głębokości skrawania)
-MR – do toczenia zgrubnego
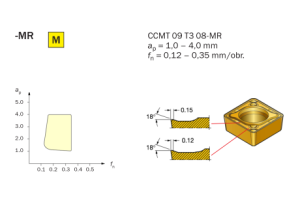
Duża zdolność do usuwania naddatku materiału w stali nierdzewnej.
Posuw: 0,09 – 0,50 mm/obr. Głębokość skrawania: 0,8 – 4,8 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: uniwersalna, dodatnia geometria, dobra do obróbki zgrubnej i nadająca
się do obróbki z dużą objętościową wydajnością skrawania i minimalizowania
skłonności do drgań. Przeznaczona do obróbki przerywanej. Również odpowiednia
do toczenia średniodokładnego.
Przedmioty: zasadniczo części ze stali nierdzewnej.
Ograniczenia: ryzyko przeciążenia krawędzi skrawającej.
Zalecenia ogólne: stosować w połączeniu z niezawodnym (udarnym) gatunkiem
o szerokim zastosowaniu (GC2025), aby uzyskać najlepszą produktywność.
Możliwa optymalizacja: Geometria WM (przy średniej głębokości skrawania).
-KR – do toczenia zgrubnego

Żeliwa szarego i sferoidalnego.
Posuw: 0,09 – 0,50 mm/obr. Głębokość skrawania: 0,8 – 4,8 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: szeroki zakres zastosowań do obróbki zgrubnej, dodatnia geometria dobra
do obróbki zgrubnej zarówno do operacji z dużym objętościowym wydatkiem
skrawania, jak i do minimalizowania skłonności do drgań, odpowiednia do ope-
racji z obróbką przerywaną.
Przedmioty: Ogólnie – komponenty żeliwne.
Ograniczenia: wykazuje skłonności do generowania wysokich sił skrawania przy
małych głębokościach skrawania oraz/lub niskim posuwie.
Zalecenia ogólne: Stosować w połączeniu z odpornym i niezawodnym gatunkiem
(GC3215), aby uzyskać najlepszą produktywność.
Możliwa optymalizacja: Geometria WM (przy średniej głębokości skrawania).
-UR – do toczenia zgrubnego
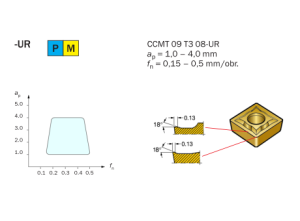
Stali i stali nierdzewnej.
Posuw: 0,10 – 0,50 mm/obr. Głębokość skrawania: 0,5 – 5,0 mm.
Operacje: toczenie wzdłużne, planowanie i toczenie profilowe.
Zalety: szeroki zakres łamania wióra w różnych materiałach.
Przedmioty: osie, wałki, piasty podczas obróbki materiałów mieszanych.
Ograniczenia: skłonności w kierunku pozostawiania zadziorów.
Zalecenia ogólne: geometria uzupełniająca do PR, MR i KR.
Możliwa optymalizacja: Geometrie PM, MR i KR.
Opis geometrii płytek
Płytki dodatnie o kształcie podstawowym

F – do toczenia wykańczającego
Z dobrą kontrolą wióra, szczególnie w stali ale również w stali nierdzewnej, żeliwie
i superstopach żaroodpornych.
Posuw: 0,08 – 0,4 mm/obr. Głębokość skrawania: 0,15 – 3,0 mm.
Operacje: zewnętrzne toczenie profilowe, planowanie, toczenie wewnętrzne/profilowe
i podtaczanie.
Zalety: Dodatnia geometria do obróbki lekkiej, zapewnia małe siły skrawania do
przedmiotów smukłych, cienkościennych lub mocowanych niestabilnie. Złącze
I-Lock, na dole płytki, eliminuje możliwość przemieszczenia się płytki.
Przedmioty: osie, wałki, piasty, koła zębate kiedy wymagane są wąskie tolerancje
i dobra jakość wykończenia powierzchni.
Ograniczenia: dostępne tylko jako płytki D i V.
Zalecenia ogólne: Stosować w połączeniu z gatunkiem odpornym na ścieranie
(GC4215), aby uzyskać najlepszą produktywność. Rozważ gatunek cermetalowy,
-M – do toczenia średniego
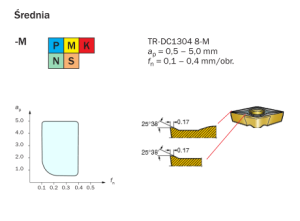
Z dobrą kontrolą wióra, szczególnie w stali, ale również w stali nierdzewnej, żeliwie
i superstopach żaroodpornych.
Posuw: 0,1 – 0,5 mm/obr. Głębokość skrawania: 0,5 – 5,0 mm.
Operacje: zewnętrzne toczenie profilowe, planowanie, toczenie wewnętrzne/profilowe
i podtaczanie.
Zalety: Dodatnia geometria do obróbki lekkiej, zapewnia małe siły skrawania do
elementów smukłych, cienkościennych lub mocowanych niestabilnie. Złącze
iLock, znajdujące się pod płytką, eliminuje ryzyko przemieszczenia się płytki.
Przedmioty: osie, wałki, piasty, koła zębate kiedy wymagane są wąskie tolerancje
i dobra jakość wykończenia powierzchni.
Ograniczenia: dostępne tylko jako płytki D i V.
Zalecenia ogólne: Stosować w połączeniu z gatunkiem odpornym na ścieranie
(GC4225), aby uzyskać najlepszą produktywność. Rozważ gatunek cermetalowy,
Płytki dodatnie o kształcie podstawowym
-PF – do toczenia wykańczającego
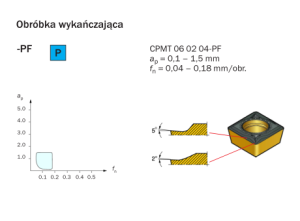
Z dobrą kontrolą wióra przede wszystkim do wytaczania stali.
Posuw: 0,02 – 0,24 mm/obr. Głębokość skrawania: 0,06 – 1,8 mm.
Operacje: toczenie wewnętrzne, planowanie, toczenie profilowe i podcinanie.
Zalety: Obróbka lekka, dodatnia geometria daje małe siły skrawania do wytaczania
głębokich otworów, przedmiotów cienkościennych lub elementów mocowanych
niestabilnie.
Przedmioty: do obróbki otworów, gdzie wymagane są, małe siły skrawania i wysoka
jakość wykończenia powierzchni.
Ograniczenia: głębokość skrawania i posuw.
Zalecenia ogólne: Stosować w połączeniu z gatunkiem odpornym na ścieranie
(GC4215), aby uzyskać najlepszą produktywność. Rozważ gatunek cermetalowy,
jeżeli wymagania dotyczące wykończenia powierzchni są wysokie a prędkość
skrawania ograniczona.
Możliwa optymalizacja: Gatunki z cermetalu.
-MF – do toczenia wykańczającego
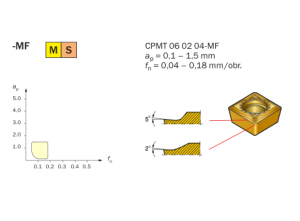
Z dobrą kontrolą wióra, przede wszystkim podczas toczenia stali nierdzewnej
i superstopów żaroodpornych.
Posuw: 0,02 – 0,24 mm/obr. Głębokość skrawania: 0,06 – 1,8 mm.
Operacje: toczenie wewnętrzne, planowanie, toczenie profilowe i podcinanie.
Zalety: Obróbka lekka, dodatnia geometria daje małe siły skrawania co jest cenne
przy toczeniu przedmiotów smukłych, cienkościennych lub elementów mocowanych
niestabilnie. Dodatnia geometria minimalizuje skłonności do przywierania
(powstawania narostu) i zapewnia dobre wykończenie powierzchni oraz większą
trwałość narzędzia.
Przedmioty: zasadniczo części ze stali nierdzewnej.
Ograniczenia: głębokość skrawania i posuw.
Zalecenia ogólne: idealna do zastosowań, kiedy najważniejsza jest jakość
wykończenia powierzchni (wykończenie powierzchni i jej wygląd).
KF – do toczenia wykańczającego
Podczas wytaczania w żeliwie szarym i sferoidalnym.
Posuw: 0,04 – 0,20 mm/obr. Głębokość skrawania: 0,09 – 1,8 mm.
Operacje: toczenie wewnętrzne, planowanie, toczenie profilowe i podcinanie.
Zalety: Obróbka lekka, dodatnia geometria daje małe siły skrawania co jest cenne
w przypadku toczenia przedmiotów smukłych cienkościennych lub elementów
mocowanych niestabilnie. Zapewnia mniej wykruszenia podczas toczenia wywierconych
otworów. Stała jakość wykończenia powierzchni.
Przedmioty: Ogólnie – komponenty żeliwne.
Ograniczenia: ograniczony obszar zastosowań – głębokość skrawania i posuw.
Zalecenia ogólne: Stosować w połączeniu z niezawodnym gatunkiem o szerokim
zastosowaniu (GC3215), aby uzyskać najlepszą produktywność.
Możliwa optymalizacja: PF w gatunkach cermetalowych.
Opis geometrii płytek
Płytki dodatnie o kształcie podstawowym
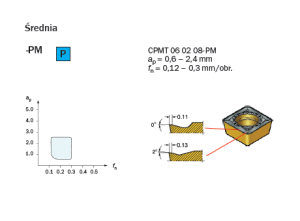
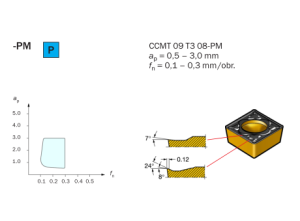
-PM – do toczenia średniodokładnego
Dobre rozwiązanie do wytaczania w stali.
Posuw: 0,09 – 0,4 mm/obr. Głębokość skrawania: 0,27 – 3,0 mm.
Operacje: toczenie wewnętrzne, planowanie, toczenie profilowe i podcinanie.
Zalety: niezawodna i bezproblemowa obróbka.
Przedmioty: kiedy zachodzi potrzeba wytaczania małych otworów.
Ograniczenia: głębokości skrawania i posuw, ryzyko przeciążenia krawędzi
skrawającej.
Zalecenia ogólne: Stosować w połączeniu z gatunkiem odpornym na zużycie
(GC4225), aby uzyskać najlepszą produktywność.
Możliwa optymalizacja: Gatunki z cermetalu.
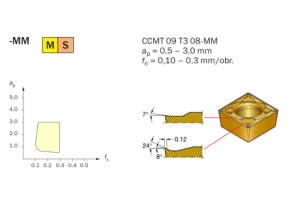
-MM – do toczenia średniego
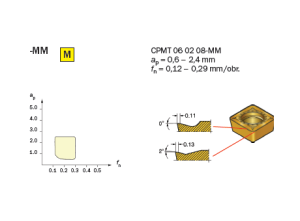
Szerokie możliwości zastosowania przy wytaczaniu w stali nierdzewnej.
Posuw: 0,09 – 0,4 mm/obr. Głębokość skrawania: 0,27 – 3,0 mm.
Operacje: toczenie wewnętrzne, planowanie, toczenie profilowe i podcinanie.
Zalety: niezawodna i bezproblemowa obróbka.
Przedmioty: zasadniczo części ze stali nierdzewnej.
Ograniczenia: wrażliwe na skórę odlewniczą, zgorzelinę kuźniczą i obróbkę
przerywaną
Zalecenia ogólne: Uniwersalna geometria do stali nierdzewnej.
Możliwa optymalizacja: PM w gatunkach cermetalowych.
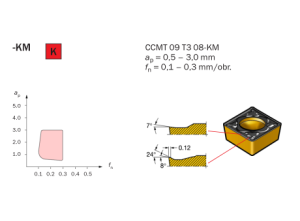
-KM – do toczenia średniodokładnego

Podczas toczenia żeliwa szarego i sferoidalnego oraz superstopów żaroodpornych.
Posuw: 0,09 – 0,45 mm/obr. Głębokość skrawania: 0,27 – 3,0 mm.
Operacje: toczenie wewnętrzne, planowanie, toczenie profilowe i podcinanie.
Zalety: niezawodna i bezproblemowa obróbka.
Przedmioty: Ogólnie – komponenty żeliwne.
Ograniczenia: głębokość skrawania i posuw.
Zalecenia ogólne: dobra uniwersalna geometria zarówno do żeliwa szarego jak
i sferoidalnego.
Możliwa optymalizacja: PM w gatunkach cermetalowych.
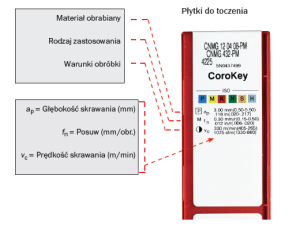
Parametry skrawania
Wartości początkowe dla prędkości skrawania i posuwu, wraz z zakresem roboczym (maks. –
min.) podane są na pudełkach płytek, co ułatwia i przyspiesza rozpoczęcie procesu obróbki.

Źródło: „Poradnik Obróbki Skrawaniem Toczenie – Frezwowanie – Wiercenie …” Sandvik Coromant



















