Frezy, problemy obróbcze występują bez względu na materiał wykonania, każde posiadają wyznaczone przez producenta parametry skrawania. Zakładamy że mamy odpowiednią sztywność obrabiarki, optymalne chłodzenie stabilne mocowanie i wyeliminowane bicie narzędzia oraz wrzeciona, jeżeli warunki obróbki nie dotrzymają tych warunków, musimy wówczas odpowiednio zredukować parametry, tak aby otrzymać odpowiednią jakość powierzchni, wydajność obróbki i trwałość narzędzia co nie będzie proste. Na co zwracać uwagę, przyjrzymy się w 9 punktach.
1.Problemy Złe mocowanie obrabianego przedmiotu
- ryzyko: zmniejszenie trwałości lub złamanie narzędzia spowodowane zbyt luźnym zamocowaniem obrabianego przedmiotu
- rada: poprawić mocowanie obrabianego przedmiotu
- alternatywa: redukcja posuwu, zmniejszenie szerokości lub głębokości skrawania
2. Złe mocowanie narzędzia
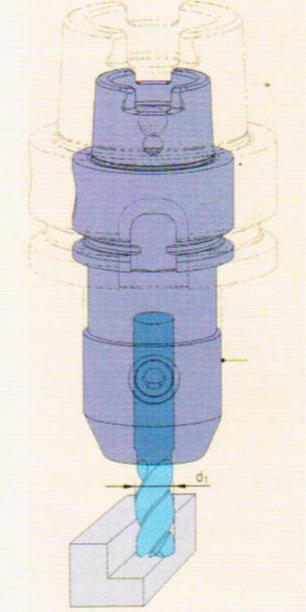
- ryzyko: Złamanie narzędzia spowodowane zbyt luźnym, mało sztywnym za małym bądź za długim i za cienkim chwytem narzędzia. Zmniejszenie trwałości narzędzia.
- rada: zastosować inny większy chwyt względnie uchwyt o większej sile mocowania i większej dokładności, mniejszym biciu promieniowym
- alternatywa: redukcja parametrów skrawania, skrócić długość mocowania, zastosować narzędzie o mniejszej średnicy, sprawdzić zużycie śrub mocujących.
3. Problemy niedokładna jakość powierzchni

- ryzyko: Za duża chropowatość powierzchni przedmiotu spowodowana za dużym posuwem lub wibracjami frezu.
- rada: poprawić mocowanie przedmiotu i frezu.
- alternatywa: Zredukować posuw, zwiększyć prędkość skrawania.
4. Problemy wibracje
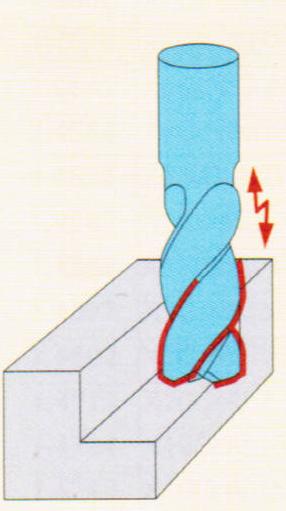
- ryzyko: za szybkie zużywanie się frezu, zła jakość obrabianej powierzchni, nie trzymanie określonego wymiaru.
- rada: poprawić mocowanie przedmiotu i frezu, zwiększyć posuw na ostrze – gdy zbyt mała jest grubość wióra.
- alternatywa: zmienić strategię frezowania, zmiana narzędzia – zmniejszyć ilość ostrzy lub kąt spirali frezu.
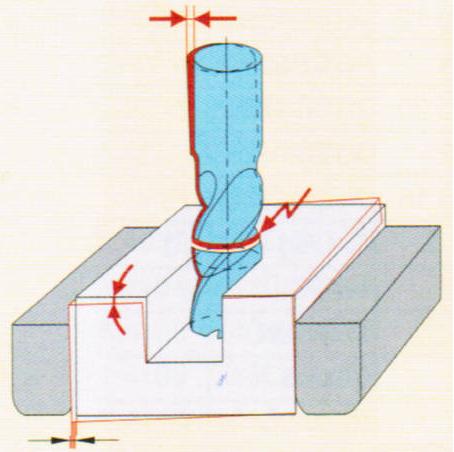
5. Problemy zator wiórów / chłodzenie
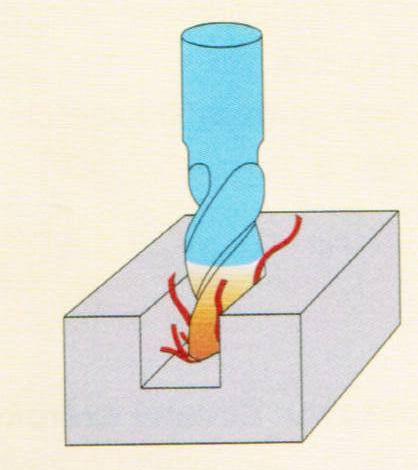
- ryzyko: utrata trwałości, wykruszenia krawędzi skrawających, narosty na ostrzach lub zaklejanie się rowków wiórowych.
- rada: wybrać frezy z wewnętrznym chłodzeniem.
- alternatywa: zwiększenie strumienia chłodzenia, odpowiednie skierowanie chłodzenia, zastosować chłodzenie sprężonym powietrzem ( zależnie od materiału), zmniejszyć posuw frezu.
6. Problemy nie odpowiednie usuwanie wiórów w czasie wiercenia
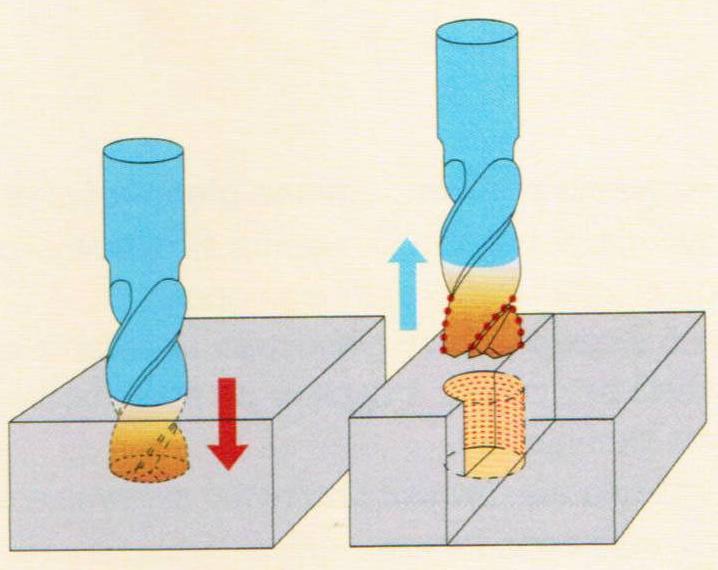
- ryzyko: utrata trwałości, wykruszenia krawędzi skrawających, przeciążenie i przegrzanie narzędzia.
- rada: wybrać frezy z wewnętrznym chłodzeniem, przy wierceniu >0,5xD usuwać wióry przez cykliczne wycofywanie frezu.
- alternatywa: chłodzić peryferyjnie po przez oprawkę narzędziową, zwiększyć wydajność chłodzenia, zmniejszyć posuw.
7. Problemy termiczne zmiany materiału
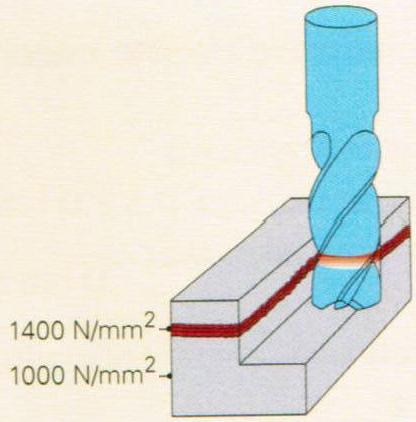
- ryzyko: własność materiału w miejscach przecięcia palnikiem, spawania ulegają zmianie są w wyższej klasie.
- rada: zredukować parametry skrawania frezu
- alternatywa: wybrać frez do obróbki materiałów o wyższej wytrzymałości na rozciąganie.
8. Problemy obróbka materiałów hartowanych
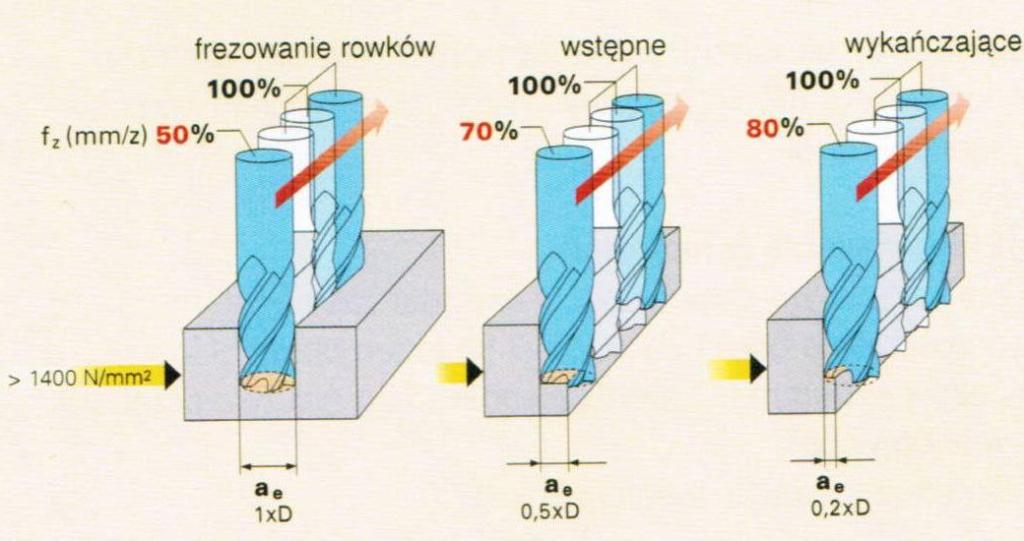
- ryzyko: utrata trwałości
- rada: przy obróbce materiałów hatowanych o wytrzymałości ponad 1400N/mm (44HRc) przy wchodzeniu w materiał należy zredukować posuw zgodnie z rysunkiem.
9. Problemy zmniejszenie trwałości przy obróbce przerywanej
- ryzyko: znaczne zmniejszenie trwałości
- rada: zredukować posuw frezu na wejściu i wyjściu, zmniejszyć kąt wejścia frezu
- alternatywa: zmienić strategię obróbki
źródło: katalog GUHRING > rozwiązywanie problemów.