
Toczenie stali nierdzewnych różni się w zależności od pierwiastków stopowych, obróbki cieplnej oraz procesu wytwarzania (kucie, odlewanie, itp.) Zasadniczo, skrawalność zmniejsza się ze wzrostem dodatków stopowych, jednak materiały bardziej podatne na obróbkę wiórową dostępne są we wszystkich grupach stali nierdzewnych.
Mogą być sklasyfikowane w trzech grupach:
• Ferrytyczna/martenzytyczna,
• Austenityczna
• Austenityczno-Ferrytyczna
Gatunki, geometrie oraz inne ważne informacje dla każdej grupy są podane poniżej.
 Ferrytyczne i martenzytyczne stale nierdzewne
Ferrytyczne i martenzytyczne stale nierdzewne
Klasyfikacja materiału: P5.x
Ferrytyczne i wyżarzone martenzytyczne stale nierdzewne charakteryzują się obrabialnością porównywalną ze stalami niskostopowymi i dlatego można wykorzystać ogólne zalecenia obróbki dla toczenia stali. Czasami stale martenzytyczne są obrabiane w warunkach utwardzenia, które nakładają
Klasyfikacja materiału: M1.x i M2.x
Austenityczna stal nierdzewna jest najbardziej powszechnym
rodzajem stali nierdzewnej. Grupa obejmuje również tzw.
superaustenityczne stale nierdzewne, zdefiniowane jako stale
nierdzewne z zawartością niklu (Ni) powyżej 20%.
Zalecenia odnośnie gatunków i geometrii:
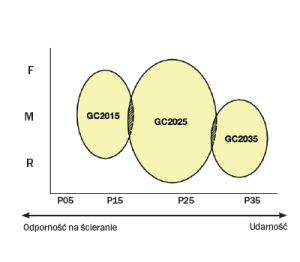
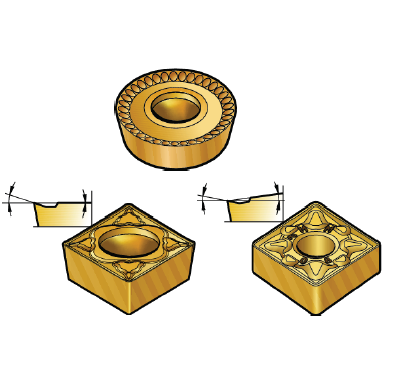
Stosować gatunki serii GC2000. Płytki Wiper można używać do
obróbki wykańczającej i średniej.
Do obróbki przerywanej lub tam, gdzie głównym mechanizmem
zużycia jest uderzanie wióra lub jego zakleszczanie, stosować
gatunki serii GC1100. Gatunki GC1100 stanowią również
pierwszy wybór, gdy wymagana jest ostra krawędź (np. mały
posuw lub niewielka głębokość skrawania).
Austenityczna stal nierdzewna
Inne aspekty:
• W celu zmniejszenia zużycia kraterowego oraz odkształceń plastycznych należy zawsze stosować chłodziwo i największy możliwy promień naroża.
• Umocnienie materiału (przez zgniot) podczas obróbki może doprowadzić do powstawania karbu na głębokości skrawania, co często powoduje zadziory na przedmiocie obrabianym. Stosować płytki okrągłe lub niewielkie kąty przystawienia.
• Powszechne są skłonności do przywierania materiału,narosty. Oba czynniki mają niekorzystny wpływ nawykończenie powierzchni oraz trwałość narzędzia. Stosować ostre krawędzie oraz/lub geometrie o dodatniej powierzchni natarcia.
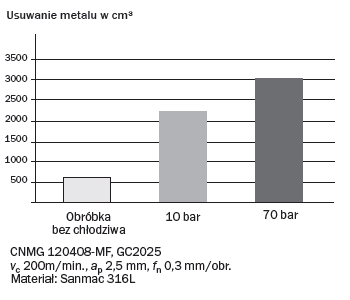
D ostarczanie chłodziwa w systemie CoroTurn® Podczas obróbki stali nierdzewnych, kontrola wiórów oraz chłodzenie są ważnymi czynnikami dla uniknięcia odkształcenia plastycznego. Zastosowanie oprawek CoroTurn HP może przezwyciężyć te problemy oraz pomóc zwiększyć parametry skrawania.
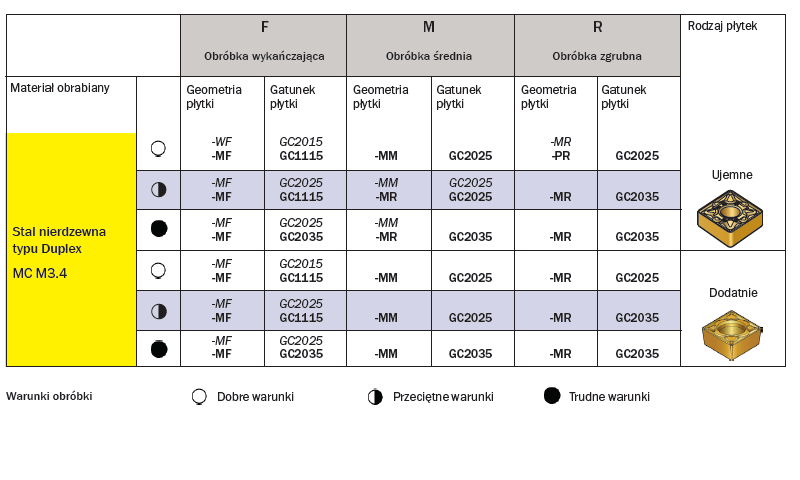
Stale nierdzewne austenityczo-ferrytyczne (Duplex)
Klasyfikacja materiału: M3.4 Nierdzewne stale typu Duplex posiadają strukturę, która obejmuje dwie fazy ferrytu i austenitu. Dla wyżej stopowych stali typu duplex, stosuje się nazewnictwo ‚super’ lub nawet ‚hiper’ dupleksowe stale nierdzewne.
Wyższa wytrzymałość mechaniczna czyni materiały trudniejszymi do obróbki, jeżeli chodzi o generowanie ciepła, siły skrawania oraz kontrolę wiórów. Powszechnymi mechanizmami zużycia są starcie na powierzchni przyłożenia oraz zużycie kraterowe, odkształcenie plastyczne, uderzanie wiórów oraz karby.
W zależności od zastosowania, można użyć gatunków z serii GC2000 oraz GC1100.
Inne aspekty:
• Zawsze stosować chłodziwo, w celu utrzymania niskiej temperatury.
• Stosować małe kąty przystawienia, w celu uniknięcia powstawania karbów oraz zadziorów.
• Stosować geometrie o dobrej wytrzymałości na krawędzi ostrza, mogące wytrzymać duże siły skrawania.
Źródło: Sandvik Coromant : „Poradnik obróbki skrawaniem” toczenie, frezowanie, wiercenie, wytaczanie, systemy narzędziowe.




















Chciałbym otwarcie zaznaczyć, iż nie lubię jeżeli ktoś dubluje swoje komentarze. Takie wypowiedzi to wolność słowa? Krypto reklama ANDRE i INCO!