Dobór parametrów skrawania do określonej operacji uzależniony jest głównie od rodzaju obrabianego materiału, rodzaju obróbki narzędzia, typowymiaru płytki jak również rodzaju i stanu obrabiarki. Tym razem przedstawiamy w postaci kilku grafik zakresy łamania wióra łamaczy płytek wieloostrzowych. STAL ZWYKŁA – obróbka wykańczająca: STAL ZWYKŁA – obróbka [...]
Gwintowanie otworów nieprzelotowych to złożony proces który składa się kilku istotnych etapów podczas których należy śledzić w jaki sposób gwintownik radzi sobie z odcinaniem pozostałości wióra, wówczas otrzymujemy informację zwrotną czy zadane przez nas parametry obróbki są właściwe. Odcinanie wióra w przypadku gwintowania nieprzelotowego otworu stanowi pewien problem. Jeśli wiór jest zbyt cienki, wtedy się [...]
Przebieg procesu frezowania zależny jest od doboru najodpowiedniejszej głowicy frezerskiej do danego zadania obróbczego. Wyróżnia się dwa podstawowe typy głowic ze względu na ich zastosowanie; głowica fezowa drobnoostrzowa: stosowana do obróbki żeliwa i średniodokładnej obróbki stali. głowica frezowa zwykła: stosowana do obróbki zgrubnej i dokładnej stali oraz w przypadku, gdy tendencje do powstania drgań zagrażają [...]
Głębokość skrawania jest bardzo ważnym parametrem podczas obróbki ma wpływ miedzy innymi na – wydajność usuwania materiału – niezbędną liczbę przejść – łamanie wióra – wymaganą moc. Aby dopasować optymalną głębokość skrawania należy określić efektywną długość krawędzi skrawającej la wynikającą z kształtu płytki, kąta przystawienia kr oprawki oraz głębokości skrawania ap. Minimalna konieczna efektywna długość krawędzi skrawającej [...]
Typy nakroju gwintowników różnią się w zależności od zadania obróbczego, otworu przelotowego lub ślepego. Typ gwintownika wyznacza nakrój w części roboczej, ilość zwojów jest powiązana z przeznaczeniem gwintownika. Zazwyczaj wiadomo już, że do otworów nie przelotowych najlepiej wybrać gwintownik skrętny jednak warto również pamiętać, że gwintownik ten będzie miał inną liczbę zwojów od pozostałych co [...]
Kształt płytek skrawających powinien być wybierany ze względu na kąt przystawienia zapewniający wymaganą od narzędzia dostępność. Powinno się dobierać największy możliwy kąt wierzchołkowy, aby płytka zachowała jak największą wytrzymałość i niezawodność. Jednak należy to zrównoważyć z wymaganiami dla poszczególnych rodzajów obróbki. skala 1 oznacza wytrzymałość krawędzi skrawającej. Im większy kąt wierzchołkowy (płytki po lewo), tym [...]
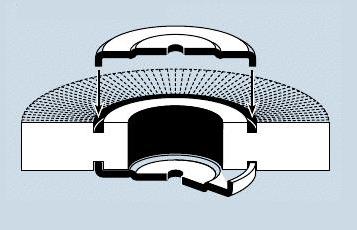
Ściernica listkowa nasadzana to jedno z bardziej popularnych narzędzi do usuwania zadziorów i powłok. Zbudowana jest listków (lamelek) przez co czasem nazywana ściernicą lamelkową. Listki z płótna ściernego z nasypem z elektrokorundu ułożone są w wachlarzyk dopasowują się idealnie do obrabianej powierzchni. Rozróżniamy dwa rodzaje ściernic listkowych nasadzanych – twarde i miękkie. Właściwości takie osiąga [...]
Frezy, problemy obróbcze występują bez względu na materiał wykonania, każde posiadają wyznaczone przez producenta parametry skrawania. Zakładamy że mamy odpowiednią sztywność obrabiarki, optymalne chłodzenie stabilne mocowanie i wyeliminowane bicie narzędzia oraz wrzeciona, jeżeli warunki obróbki nie dotrzymają tych warunków, musimy wówczas odpowiednio zredukować parametry, tak aby otrzymać odpowiednią jakość powierzchni, wydajność obróbki i trwałość narzędzia [...]
Jak dobrać wiertła pod gwinty W tabeli poniżej prezentujemy Państwu zestawienie przedstawiające jaką średnicę wiertła trzeba użyć, żeby uzyskać idealny otwór pod dany gwint metryczny, drobnozwojny oraz rurowy. [...]
Zawsze interesowało mnie co po za ceną tak bardzo wyróżnia narzędzia ze stali proszkowej od stali szybkotnącej. Okazuje się, że jest to taka sama stal tylko wytwarzana różnymi metodami a co za tym idzie charakteryzująca się odmiennymi właściwościami . Na pierwszy test rzucam skład chemiczny. Warta podkreślenia jest zasada odczytu zawartości poszczególnych pierwiastków w danej [...]